پارس اتیلن کیش به کیفیت متعهد است
با پارس اتیلن کیش کیفیت را تجربه کنید
پارس اتیلن کیش تولید
کننده با کیفیت ترین لوله ،اتصالات ومنهول پلی اتیلن در ایران
شرکت پارس اتیلن کیش هیچ نماینده ای در سطح ایران ندارد و فروش لوله و اتصالات پلی
اتیلن از طریق دفتر مرکزی با ارائه گواهینامه معتبر انجام میپذیرد.
لوله های کاروگیت پارس اتیلن کیش، تحت لیسانس DROSSBACH آلمان تولید میگردد
از شرکت هایی خرید کنید که با کارکنان ,مشتریان و محیط زیست با احترام
رفتار میکنند
پارس اتیلن کیش نامی که می
شناسید و به آن اعتماد دارید
اروپائی ها هم پارس اتیلن
کیش میخرند
بهزاد ترابیان دهکردی : کارشناسی ارشد مهندسی زلزله دانشگاه آراد اسلامی شدرکرد – b.torabian@gmail.com
آرش محمدی فارسانی : عضو هیات علمی دانشگاه آراد اسلامی شدرکرد – farsanim@yahoo.com
مقاله ارزیابی آسیب پذیری لرزه ایی لوله های مدفون پلی اتیلن در چهارمین کنگره علمی پژوهشی افقهای نوین در حوزه مهندسی عمران, معماری, فرهنگ و مدیریت شهری ایران ارائه شده است. چکیده : با گسترش صنعت و نیاز مردم به استفاده همیشگی از شریان های حیاتی، بشر بر آن شده که این امکانات را از وجود تمامی خطرات حفظ نماید تا از صدمات جانی و مالی جلوگیری کند. شریانهای حیاتی شامل شبکه های آب، گاز، برق، نفت، مخابرات و غیره می باشد. در این پروژه سعی شده است با توجه بده خطرات زلزله و عوامل خرابی قابل توجه در این سازهها و همچنین تاثیرات ناشی از آن بر آن شده تا به بررسی رفتار این سازه ها تحت اثر زلزله بپردازیم. به همین منظور به جمعآوری اطلاعاتی در مورد شریانهای حیاتی و شبکه جمع آوری فاضلاب علی الخصوص لوله های پلی اتیلن و بررسی اثر پارامترهای مختلف نظیر قطر لوله، طول لوله و عمق دفن لوله بر عملکرد این لوله ها با مدل کردن لوله پلی اتیلن توسط نرم افرار abaqus و تحلیل دینامیکی غیرخطی تحت رکورد مربوط به زلزله منجیل پرداخته می شود. در این تحقیق مشاهده شد که با افرایش عمق دفن لوله باتوجه به افرایش اندرکنش بین خاک و لوله، تنش و کرنش وارد شده بر لوله پلی اتیلن نیز افرایش یافته همچنین با افرایش قطر لوله، کرنش محوری لوله کاهش می یآبد کلمات کلیدی : لوله های فاضلاب پلی اتیلن، آنالیز دینامیکی غیر خطی، شریان های حیاتی، نرم افرار abaqus
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
1- مقدمه
بلایای طبیعی به مجموعهایی از حوادث طبیعی گفته میشود که هر ساله خسارات و آسیبهای مالی و جانی بسیاری بر جای میگذارد و آز انجا که کشور عزیزمان ایران یکی از مناطق لرزه خیز دنیاست و % 90 خاک ایران بر روی کمربند زلزله واقع شده است هر ساله با وقوع زلزله تلفات جانی و خسارات مالی هنگفتی بالاخص در شریانهای حیاتی را تجربه نموده ایم . شریانهای حیاتی یکی از مهمترین سازههای تاثیر گذار بر زندگی انسان می باشد که تحت تاثیر عوامل محیطی و جوی بوده است و باعث ایجاد خسارت های بزرگی چه جانی و چه مالی شده است. سیستم های شریان های حیاتی در زمینه مهندسی عمران شامل آن دسته از تسهیلاتی است که مرتبط با نیازهای اجتماعی به انرژی ( الکتریسته، گاز، سوخت، مایع، بخاز و غیره (، آب ) آشامیدنی، فاضلاب و غیره)، حمل و نقل ( بزرگراه ها، پل ها، بنادر، تجهیزات حمل و نقل مسافر و کآلات و غیره ) و مخابرا ت ( تلفن ، تلگراف ، رادیو، تلویزیون ، ارتباطات راه دور، پست، مطبوعات و غیره ) است. یکی از مهمترین کاربردها شریانهای حیاتی در زندگی اجتماعی انسان شبکه جمع آوری فاضلاب می باشد. فاضلاب ها همیشه دارای مقدار بسیاری مواد خارجی هستند که به صورت های گوناگون برای زندگی موجودات زنده زیان آور می باشند. وجود باکتری ها و میکروب های بیماری را در فاضلاب عاملی است که از یک صد سال گذشته زیان آن برای مردم آشکار گشته است. کشتارهایی که در گذشته بیماری های واگیری مانند وبا، طاعون، اسهال خونی در نقاط گوناگون جهان انجام داده است مردم را به خطرهای ناشی از آلودگی آب با این میکروب ها آگاه کردهاند. بجز باکتری های بیماری زا که تنها جز کوچکی از موجودات زنده پسآبها را تشکیل میاهند هزاران نوع باکتری دیگر نیز در فاضلاب ها وجود دارند. اما در ایران بده علت کمی آب و گرانی آب آشامیانی، استفاده از فاضلاب های پالایش شده برای مصرفهای غیرخانگی مانند آبیاری فضاهای سبز درون شهرها، پارک ها، جنگل کاری، و شستشوی خیابانها و کانالهای فاضلاب اهمیت ویژهای را پیدا میکند. اما در ایران مدم توجه به طراحی مقاوم این سازهها در برابر زلزله است هر ساله به دلیل آسیب دیدگی آنها خسارات جانی و مالی بسیاری بوجود می آید.
از بین انواع جنس این نوع سازهها ، لوله های پلی اتیلن را مورد بررسی و خطرپذیری قرار دادهایم. پلی اتیلن یا پلی اتن یکی از ساده ترین و ازرانترین پلیمرها است . پلی اتیلن جامدی مومی و غیر فعال است. این ماده از پلیمریزاسیون اتیلن به دست میآید از مهمترین مزایای لولههای ساخته شده از پلی اتیلن نسبت به لولههای دیگر مصرفی در شبکه فاضلاب میتوان به موارد ذیل اشاره نمود :
• ازرانی قیمت
• یکنواختی ضخامت جداره لولهها
• صاف و صیقل بودن جداره داخلی و در نتیجه حداقل امکان تهنشین شدن رسوبات و انسداد لوله
• قابلیت انعطاف حتی در درجه سرمای زیر صفر
• مقاومت در برابر ضربه و فشار خارجی
• تولیه با قطرهای مختلف و به طولهای مورد نظر به صورت حلقه
• سهولت نصب و اتصال سریع آنها
• کشور لزوم بارگیری ماشین آلات سنگین و حجیم جهت نصب و جوشکاری
یکی از مسائلی که در زمان است بحران حائز اهمیت می باشد، کنترل صحیح و کارآمد آن می باشد . در زمان وقوع زلزله یکی از عواملی که باید مد نظر قرار گیرد کاهش تبعات زلزله می باشد. یکی از عواملی که می تواند مشکلاتی را برای مدیریت بحران ایجاد نماید ، فاضلاب و مشکلات ناشی از ماند فاضلاب به علت تخریب سیستم ها فاضلاب می باشد. این عمل باعث اکسیداسدیون غیر هوازی فاضلاب شده و نحوه کاهش ریسک خطر پذیری سیستم ها فاضلاب حائز اهمیت می باشد. با توجه بده اینکه ریسک هر سیستم مطابق رابطه زیر محاسبه می گردد میتوان با مقاوم سازی نقاط حساس شبکه تا حدود قابل توجهی ریسک این سیستمها را کاهش داد در زمان کوتاهی فاضلاب باقی مانده منشأء بیماریهای خاص می گردد این مسئله خود به طریقی می تواند ابعاد فاجعه زلزله را افرایش دهد.
فاضلاب شده و نحوه کاهش ریسک خطر پذیری سیستمها فاضلاب حائز اهمیت می باشد. با توجه به اینکه ریسک هر سیستم مطابق رایطه زیر محاسبه میگردد میتوان با مقاوم سازی نقاط حساس شبکه تا حدود قابل توجهی ریسک این سیستمها را کاهش داد در زمان کوتاهی فاضلاب باقی مانده منشأء بیماریهای خاص می گردد این مسئله خود به طریقی می تواند ابعاد فاجعه زلزله را افرایش دهد.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
تشخیص عیوب سطح لوله های پلی اتیلن در خط تولید با استفاده از آنالیز بافت و مرز در بعد مکان
علیرضا اسدی کاریزکی : استادیار، گروه برق، دانشگاه آزاد اسلامی واحد تهران شرق، تهران – a_asadi@iust.ac.ir 1
محمد سازگار : دانشگاه آزاد اسلامی واحد تهران شرق – sazegarm102@gmail.com
مقاله تشخیص عیوب سطح لوله های پلی اتیلن در خط تولید با استفاده از آنالیز بافت و مرز در بعد مکان در دومین کنفرانس ملی پژوهشهای نوین در مهندسی برق ارائه شده است. چکیده : امروزه در صنایع مختلف، تشخیص عیوب در تولیدات از اهمیت بالایی برخوردار است . در گذشته تشخیص عیوب بر روی سطوح توسط روش های دستی انجام می شد که محدودیت های فراوانی از جمله زمان بر بودن و خطای کاربر انسانی داشته اند. امروزه با استفاده از روشهای خودکار مبتنی بر بینایی ماشین می توان در تشخیص و طبقه بندی عیوب بهبود قابل توجهی را ایجاد نمود. در این پژوهش یک روش جدید جهت تشخیص عیوب سطح لوله های پلی اتیلن در خط تولید به کمک آنالیز بافت و مرز در بعد مکان ارائه شده است. برای توصیف انواع و اقسام ضایعه بر روی سطوح لوله , دیتابیسی به تعداد 100 تصویر تهیه و نقشه صحیح ضایعه به صورت دستی مشخص گردید تا امکان ارزیابی کمی الگوریتم فراهم شود. در روش پیشنهادی ابتدا لوله با استفاده از تشخیص مرز از بک گراند جداسازی می شود. بخش جداسازی شده بعد از پیش پردازش با فیلتر های مختلف تشخیص مرز پردازش می شود نتیجه تشخیص مرز با آستانه گذاری تطبیقی به فضای باینری رفته و با اعمال دستورات شکل شناسی تشخیص عیوب تکمیل می گردد. نتایج بدست آمده دقت تشخیص صحیح 82 درصد را نشان میدهد. کلمات کلیدی: تشخیص خودکار، ضایعه سطحی، آنالیز بافت، آستانه گذاری تطبیقی , لوله پلی اتیلن
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
رشد سریع تکنولولوژی جهت اجرای عملیات تکراری و سرعت زیاد عملیات موجب گردیده پردازش تصاویر در دنیای کنونی به ابزاری جهت تشخیص موارد متعدد تبدیل شود از تشخیص خودرو در بزرگراها تا تشخیص ضایعات در خط تولید پردازش و آنالیز تصویر ، هسته سیستم های بینایی ماشین میباشد. پردازش تصویر مستلزم انجام دادن مجموعهای از عملیات بر تصویر است که کیفیت تصویر را به منظور خذف عیوبی نظیر اعوجاج هندسی ، فوکوس نامناسب ، اغتشاش ، نور پردازی غیر یکنواخت و حرکت دوربین افزایش میدهد. آنالیز تصویر عبارت است از فرایند تشخیص اشیا یا نواحی مود نظر از زمینه تصویر. آنالیز تصویر همچنین میتواند اطلاعات عددی را ارایه دهد که در سیستمهای کنترلی برای تصمیم گیری استفاده میشود .بینایی ماشین به روشهایی می پردازد که به کمک آن می توان معنی و محتوای تصاویر را درک کرد. مهندسی به کار گیری قابلیتهای علوم مکانیک ، اپتیک ، الکترونیک و نرم افزار برای بازرسی مواد و اشیاء طبیعی ، محصولات تولیدی انسان و فرایندهای تولید به منظور تشخیص عیوب و بهبود کیفیت و ایمنی محصولات و فرآیندها را بینایی ماشین گویند. منظور از ضایعه وجود هر نقص از قبیل برآمدگی – فرورفتگی- کندگی- تورم و ترک ناشی از عوامل ساخت در حین تولید میباشد که هر یک از این نقایص خصوصیات متفاوتی نسبت به انواع دیگر دارد.
عیوب موجود در خط لوله
قرشدگی , این عیوب شامل تاب برداشتن منظم و شکلدار چین خوردگی , چین وچروک , نقص چرخشی یا زاویه ای انبساط , انبساط لوله و نقص اتصال شامل جابجایی لبه و خطای زاویه میشود . عیوبی که منجر به کاهش فلز میشود
شکاف شامل (شکاف طولی , شکاف پیرامونی , شکاف موقعیت کلی ) , خوردگی موضعی شامل خوردگی موضعی موقعیت خوردگی پچشی , کلی , خوردگی طولی , خوردگی پیرامونی ,چاله شدن ترکیدگی و نشتی .خراشیدگی , ساییدگی ,پارگی ناپیوستگی (انفصال) صفحهای
ترک شامل ترک معمولی وترک خوردگی تنشی ورقه ورقه شدن ترک خستگی , سایش روی هم قرار گرفته
عیوبی که منجر به تغییر در ساختار ماده می شوند : طراحی قوسی و کهنگی کرنش
در اکثر بازرسیها برای برقراری ایمنی مناسب در خط لوله و بکارگیری از حداکثر ظرفیت خط لوله معمولا بازرسی عیوب مهمی چون خوردگی، ترک، ترک خوردگی تنشی، و عیوب هندسی از اهمیت خاصی برخوردار است .یک خوردگی با نرخ رشد سریع میتواند باعث از بین رفتن فلز و نازکتر شدن دیواره لوله و کاهش مقاومت لوله در برابر فشارهای اعمالی به آن شود که در نهایت امر شکست لوله را در پی دارد که ضررهای اقتصادی، زیست محیطی و حتی فجایع انسانی و اجتماعی را در پی خواهدداشت .عیوب ترک نیز می توانند باعث نشت مواد انتقالی به محیط شده و باعث ایجاد افت فشار و اثرات محیطی مخرب شوند .پس برای داشتن خطوط لوله انتقال با کارآئی بالا همراه با سطح اطمینان مناسب بازرسی عیوب فوق امری حیاتی به نظر میرسد آشکار سازی عیوب سطح از طریق روشهای تحلیل بافت که توصیف کننده ویژگی سطوح هستند امکان پذیر است فرآیندهای زیر مراحل تشخیص ضایعه به صورت کلی می باشد: تصویر برداری :
یک سیستم نوری اطلاعاتی از تصویر را جمع آورد می کند که این اطلاعات به یک فرمت دیجیتال تبدیل شده ودر حافظه کامپیوتر قرار می گیرد
پردازش تصویر :
یک پردازشگر کامپیوتری از الگوریتم مختلف برای بهبود کیفیت المان تصویر که اهمیت ویژه ای برای پردازش خود دارند استفاده می کند .
استخراج مشخصه :
پردازشگر مشخص های بحرانی تصویر را از لحاظ تعداد و ویژگی مشخص کرده و داده ها را به برنامه کنترل می فرستد .
تصمیم گیری و کنترل :
و در آخر برنامه کنترل فرایند ، تصمیمات را بر اساس دادهها میگیرد
انواع محصولات تولیدی بر اساس تشخیص نقص محصولات یکنواخت :
در تولید انبوه محصول ، تشخیص معایب بر اساس نوع محصول به دو دسته کلی تقسیم می شود . گروه اول دسته محصولات یکنواخت مانند کاغذ ، فلز وغیره است. تشخیص نقص در این محصولات عمدتا بر اساس تعیین ناحیه ای متفاوت از زمینه یکنواخت آن می باشد.
محصولات بافت دار :
گروه دوم مربوط به محصولات بافت دارمثل محصولات نساجی، سرامیک ، پلاستیک وغیره است تعیین معایب در این محصولات عمدتا به طور واضح تعریف نشده است و بنابراین تشخیص بر اساس درجه بندی مواد بر پایه طرح کلی آن است در تشخیص معایب با استفاده از روش های مبتنی بر بافت ، هدف اصلی فراهم کردن معیاری برای تشخیص خواص بافتی تصویر مانند زبری ، نرمی ، هم جنسی ، همواری و غیره است .
آنالیز بافت :
بافت به نوعی تکرار یکسری الگوی از پیش مرتب شده است.یک ناحیه از تصویر دارای بافت ثابتی است،اگر یکسری از خواص آماری آن ثابت و یا تغییرات کمی داشته باشد بافت تعریف می شود و به عنوان تصویری که در آن عناص اولیه قابل شمارش نباشد .به این ترتیب می توان گفت که تعریف بافت با توجه به نوع کاربرد متفاوت است ، بافت تصویری خصوصیت پراکندگی مکانی یک ناحیه را مشخص می سازد زیرا ممکن است یک عارضه دارای خصوصیات طیفی در باندهای مختلف باشد ، اما پراکندگی مکانی درجات خاکستری آن تقریبا ثابت باقی بماند .بنابر این آنالیز بافت بایستی در پنجره ای در همسایگی نقاط صورت پذیرد. پس آنالیز بافت از دو دیدگاه قابل برسی است : دید ماشینی و دید انسانی در دید انسانی به کمک فاکتور های مختلفی نظیر روشنایی ،رنگ و غیره شکل صورت می پذیرد .در آنالیز تصویر ، ویژگی بافت نشان دهنده چیدمان فضای سطوح خاکستری پیکسلها در یک ناحیه است . بافت یک مساحت تقطیع شده ویژگی مهمی برای توصیف مساحت است که برخی از خصوصیات تغییرات سطوح خاکستری درون شی را کمی می کند .آشکارسازی عیوب سطوح از طریق روشهای تحلیل بافت که توصیف کننده ویژگی سطوح هستند امکا نپذیر است.ازظهور رهیافت های تحلیل بافت نزدیک به چهار دهه میگذرد.
در دهه 1970 و اوایل دهه 1980 میلادی روش های ارائه در این زمینه، بر پایه آمارهای مرتبه اول و دوم سطوح خاکستری پیکسلهای تصویر، مانند ماتریس هم رخدادی سطح خاکستری در حوزه مکان و ماتریس وابستگی همسایگی سطوح خاکستری بوده است. در اواسط دهه 1980 میلادی روش های مبتنی بر مدل ، مانند میدانهای تصادفی مارکوف به عنوان روش های دیگری از تحلیل بافت ارائه شدند. از سوی دیگر در اواخر دهه 1980 میلادی ، موجکها به حوزه پردازش و تحلیل بافت وارد شدند. با ورود روش هایی همچون تبدیل گابور و تبدیل موجک ، این روش ها جایگزین روش های آماری شدند.
روشهای تحلیل بافت
در یک تقسیم بندی کلی میتوان روش های تحلیل بافت را در چهار دسته دسته بندی نمود، هیچ کدام از این روشها به تنهایی ضایعات را به صورت صحیح ناحیه بندی نمیکنند و معمولا به صورت مکمل از آن ها استفاده میشود :
الف – روشهای آماری
ب – روشهای هندسی
ج – روشهای مبتنی بر مدل
د – روشهای تبدیل حوزه
به طور کلی تحقیقات صورت گرفته در این زمینه را می توان به دو دسته کلی تلاش برای کلاسهبندی و تلاش برای بخش بندی (تقطیع) عیوب تقسیم بندی کرد. در کلاسهبندی تنها مشخص می شود عیبی در تصویر ثبت شده از سطح محصول وجود دارد و در صورت نیاز و با توجه به تعداد کلاس ها، آن تصویر در یک دسته از پیش تعیین شده قرار میگیرد.
اما در بخش بندی که موضوع این تحقیق است، معمولاً دو کلاس سالم و معیوب فرض میشوند و ناحیه معیوب که عمدتاً درصد کمی از تصویر را شامل می شود، مشخص شده و از ناحیه سالم متمایز می گردد. در این تحقیق بربخش بندی تصویر و جداسازی تاحیه معیوب تمرکز گردیده است .
نتایج و جمع بندی
در نهایت تصویر خروجی از نقص و عیب موجود بر روی سطح لوله پلی اتیلن تک جداره ، نشان میدهد که روش استفاده شده در این مقاله قابلیت تشخیص صحیح برابر با / 82.54 و حداکثر تشخیص اشتباه آن 25.14 درصد می باشد. با توجه به کیفیت پایین تصاویر، با استفاده از دوربینهای با کیفیت بالا قطعا امکان کاهش خطای تشخیص اشتباه وجود دارد. با توجه به سرعت بالا الگوریتم و زمان زنده بودن آن به خوبی امکان قرار دادن 3 دوربین حول لوله با زاویه های 120 درجه و پردازش زمان زنده لوله در حین تولید وجود خواهد داشت.
با توجه به اینکه هدف از این تحقیق بدست آوردن مقادیر درصد تشخیص صحیح و درصد خطای تشخیص اشتباه عیوب موجود در روی سطح لوله های پلی اتیلن می باشد، هر چقدر مقدار تشخیص صحیح نسبت به مقدار تشخیص اشتباه بیشتر باشد دقت تشخیص خطای عیب مورد نظر هم بیشتر خواهد شد تصویر خروجی و جداول خروجی از نقص و عیب موجود بر روی سطح لوله نشان میدهد که روش استفاده شده دارای دقت قابل قبولی است. البته بایستی در نظر داشت که پاسخهای استخراج شده به شرایط و نحوه تصویر برداری مرتبط می باشد و همچنین به مقدار نور تابیده شده و نور منعکس شده از سطح لوله ها وابسته می باشد و می توان با ارتقا کیفیت تصویربرداری و بهبود شرایط محیطی درصد تشخیص اشتباه را به میزان قابل توجهی کاهش داد.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
بررسی تاثیر جنس لوله بر دبی نشت خروجی از بازشدگی و رابطه نشت-فشار در لوله های پلاستیکی شبکه های انتقال آب
سینا ضیاء شیخ الاسلامی : دانشجوی کارشناسی ارشد گروه مهندسی آب و فاضلاب، پردیس فنی و مهندسی شهید عباسپور، دانشگاه شهید بهشتی
محمدرضا جلیلی قاضی زاده : استادیار گروه مهندسی آب و فاضلاب، پردیس فنی و مهندسی شهید عباسپور، دانشگاه شهید بهشتی
سید علی صدر الساداتی : دانشجوی دکتری گروه مهندسی آب و فاضلاب، پردیس فنی و مهندسی شهید عباسپور، دانشگاه شهید بهشتی
مقاله بررسی تاثیر جنس لوله بر دبی نشت خروجی از بازشدگی و رابطه نشت-فشار در لوله های پلاستیکی شبکه های انتقال آب در اولین کنفرانس بین المللی آب , محیط زیست و توسعه پایدار در گروه مهندسی عمران دانشکده فنی , دانشگاه محقق اردبیلی در مهر 1395 ارائه شده است. چکیده : چکیده : وجود تلفات در سیستم توزیع آب اجتناب ناپذیر است به همین دلیل باید برای کنترل و تقلیل این تلفات نیاز به بررسی رفتار نشت و عوامل تاثیر گذار روی آن است. یکی از عوامل تاثیرگذار روی مقدار نشت تغییرات فشار در شبکه توزیع آب است. تغییرات فشار در شبکه توزیع آب روی تغییرات سطح مقطع انواع بازشدگی در لوله های شبکه توزیع آب تاثیر میگذارد و باعث می شود با افزایش هد فشار در شبکه توزیع آب میزان نشت خروجی از بازشدگی نیز افزایش بیابد. در این تحقیق به بررسی و مدلسازی تاثیر فشار روی تغییرات سطح مقطع و نشت خروجی از سه نوع مختلف بازشدگی در دو لوله پلی اتیلن با چگالی بالا و پی وی سی سخت با استفاده از نرم افزار انسیس پرداخته شده است و با برازش روابط ریاضی به مقادیر دبی نشت خروجی از بازشدگی تاثیر فشار و نرخ رشد مساحت بازشدگی روی دبی خرجی از بازشدگی نشان داده شده است. کلمات کلیدی: نشت، فشار، پلی اتیلن با چگالی بالا، پیویسی سخت، انسیس
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
1- مقدمه لولههای مورد استفاده در شبکه های توزیع آب در سراسر دنیا در گذر زمان طولانی دچار خوردگی و شکستگی میشوند و به همین دلیل نشت از شبکههای توزیع آب یکی از اصلیترین منابع اتلاف آب است، طبق آمار سازمان بهداشت جهانی در سال 001 ، 70 % از آب به حساب نیامده ناشی از نشت از سیستم توزیع آب بوده است و به همین دلیل از گذشته تحقیقات گستردهای بر روی میزان نشت از سیستم توزیع آب انجام شده است عوامل مختلفی میتواند سبب افزایش هدر رفت واقعی آب از شبکههای انتقال و توزیع آب گردد که از جمله میتوان به عمر بالای زیرساختها (شامل لولهها، مخازن، ایستگاههای پمپاژ و دیگر اجزاء شبکههای آبرسانی)، فشار، خوردگی داخلی و خارجی و جنس لولهها، ضعف در طراحی و اجرای شبکهها، بهرهبرداری ضعیف، شرایط بارگذاری، شرایط خاک و عدم تعمیر و نگهداری در زمان مناسب، اشاره نمود. اصلاح وضعیت فیزیکی شبکه نیازمند برنامهریزی بلند مدت و صرف هزینه و زمان قابل توجه بوده و حتی اگر بهسازی شرایط زیر ساخت از لحاظ اقتصادی دارای توجیه باشد، همچنان نسبت به دیگر روشهای موجود دارای اولویت اجرایی نخواهد بود. عامل مؤثر دیگر بر نشت، فشار حاکم بر شبکه میباشد. معمولاً نقش فشار کمتر از شرایط فیزیکی و ساختاری شبکه در نظر گرفته میشود ولی مدیریت فشار نسبت به مدیریت اقلام سرمایهای و بهبود فیزیکی شرایط زیرساخت شبکه، به دلیل مزیتهای اقتصادی قابل توجه، از اهمیت بیشتری برخوردار بوده و مدیریت فشار یک اقدام کلیدی در استراتژی کاهش نشت در شبکه محسوب میشود به این دلیل شناخت رابطه بین نشت و فشار در شبکه توزیع آب از اهمیت زیادی برخوردار است.
در گذشته فرض بر این بود که مقدار نشت از بازشدگی در لوله با جذر هد فشار آب داخل آن نسبت مستقیم دارد رابطه که به نام رابطه توریچلی شناخته میشود بیانگر این مطلب است.
در این تحقیق از روش تحلیل المان محدود برای بررسی تغییرات سطح مقطع سه نوع بازشدگی ( ترک طولی، ترک محیطی و سوراخ دایرهای ) نسبت به تغییرات هد فشار در بازه بین 10 متر الی 150 متر در لولههای پلاستیکی مورداستفاده در شبکههای توزیع آب استفاده شده است و مقادیر دبی نشت خروجی از بازشدگی در هد فشارهای مختلف محاسبه شده ست و در انواع بازشدگی با هم مقایسه شده است. در ادامه برای بررسی وابستگی دبی نشت خروجی از بازشدگی به تغییرات فشار، با استفاده از نرم افزار متلب یک رابطه توانی به مقایر دبی نشت برازش داده شده است. سپس توان رابطه برازش داده شده که به عنوان توان نشت در نظر گرفته می شود در انواع مختلف لوله و بازشدگی با یکدیگر مقایسه شده است.
این تحقیق فرض شده که ابتدا و انتهای لولهها کاملاً ثابت هستند و هیچگونه حرکت انتقالی و یا چرخشی ندارند. برای بارگذاری لولهها نیز فشار به صورت عمود بر سطح داخلی لوله و لبههای ترک و سوراخ دایرهای وارد شده است. محدوده هد فشارهای مورد بررسی در این تحقیق در بازه بین 10 الی 150 متر است.
انتخاب طول انواع لوله بر اساس آنالیز حساسیت انجام شده برای مقدار تنش و کرنش در گره وسط ترک و سوراخ دایرهای انجام شده تا طول لوله روی نتایج به دست آمده برای سطح مقطع بازشدگی بی تأثیر باشد. برای المان بندی لولهها از المان 4 وجهی با 10 گره 4 استفاده شده است و اندازه المانها نیز بر اساس آنالیز حساسیت انجام شده برای مقدار تنش در وسط ترک و سوراخ دایرهای انتخاب شده است تا اندازه المان روی نتایج بیتأثیر باشد. معیار انتخاب گره وسط ترک و سوراخ دایرهای گرهای بوده است که بیشترین حرکت محوری را داشته است. برای ترکهای طولی و محیطی اندازه المان 1 میلیمتر و برای سوراخ 5 / 0 میلیمتر انتخاب شده است. نتیجه گیری
بررسی تغییرات سطح انواع بازشدگی در لولههای تحت فشار مشخص شده است که در شرایط یکسان ماده لوله بیشترین نرخ رشد مساحت بازشدگی به ترتیب مربوط به ترک طولی، ترک محیطی و سوراخ دایرهای است. در شرایط یکسان بازشدگی بیشترین نرخ رشد مساحت مربوط به ماده لوله با مدول الاستیسیته پایینتر و در نتیجه صلبیت کمتر است. در شرایط وجود سوراخ دایرهای نرخ رشد مساحت را میتوان تقریباً صفر در نظر گرفت.
با افزایش هد فشار جریان داخل لوله سرعت جریان عبوری از بازشدگی افزایش مییابد و این باعث افزایش آشفتگی جریان خروجی از بازشدگی
میشود. حداکثر عدد رینولدز در انواع بازشدگی به ترتیب در سوراخ دایرهای، ترک طولی و ترک محیطی اتفاق میافتد و علت این مسئله این است که بیشترین شعاع هیدرولیکی به ترتیب در این بازشدگیها به دست میآید. با افزایش سرعت و آشفتگی جریان ضریب تخلیه جریان عبوری از بازشدگی کاهش مییابد و به مقدار 6 / 0 میل میکند. بیشترین ضریب تخلیه در بین بازشدگیها به ترتیب مربوط به ترک محیطی، ترک طولی و سوراخ دایرهای است.
بیشترین دبی نشت خروجی از بازشدگی در یک لوله ثابت به ترتیب مربوط به ترک طولی، ترک محیطی و سوراخ دایرهای است. و در شرایط یکسان بازشدگی بیشترین دبی نشت خروجی و توان نشت مربوط به لوله با مدول الاستیسیته پایینتر است. با بررسی توان نشت که معرفی کننده وابستگی دبی نشت نسبت به هد فشار است مشخص میشود که در ترکهای طولی و محیطی توان نشت بیشتر از توان نشت معرفی شده در رابطه توریچلی است و بیشتر از 5 / 0 است. بیشترین توان نشت به دست آمده به ترتیب مربوط به ترک طولی، ترک محیطی و سوراخ دایرهای است.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
انتخاب جنس بهینه لوله جهت استفاده در سیستم آب شرب مناطق روستایی ازدیدگاه فنی و اقتصادی
مورد مطالعاتی مناطق روستایی شهرستان امیدیه
محمدعلی یزدی : گروه عمران، واحد شوشتر، دانشگاه آزاد اسلامی، شوشتر، ایران – yazdid@yahoo.com
مهدی مهدوی عادلی : گروه عمران، واحد شوشتر، دانشگاه آزاد اسلامی، شوشتر، ایران
مقاله انتخاب جنس بهینه لوله جهت استفاده در سیستم آب شرب مناطق روستایی ازدیدگاه فنی و اقتصادی ، مورد مطالعاتی مناطق روستایی شهرستان امیدیه در هفتمین کنفرانس بین المللی مدیریت جامع بحران ارائه شده است. چکیده : تامین آب شرب سالم و بهداشتی برای روستاها میتواند باعث افزایش سطح بهداشت عمومی، رفع محرومیت، توسعه و رفاه در مناطق روستایی و جلوگیری از مهاجرت روستائیان به شهرها شود، یکی از عوامل موثر درکاهش هزینه تمام شده طرحهای آبرسانی به روستاها انتخاب نوع لوله مناسب می باشد،در این مقاله با توجه به تنوع لوله های تولیدی و موارد استفاده آنها در طرحهای آبرسانی و همچنین محدودیتهای ناشی از طراحی و منطقه ای که در آن عملیات اجرایی صورت می گیرد، سعی شده تا با ارزیابی فنی و اقتصادی استفاده از لوله پلی اتیلن، لوله جی آر پی، لوله فلزی گالوانیزه، لوله فلزی سیاه و لوله یو پی وی سی در شبکه های توزیع آب و خطوط انتقال آب شرب روستاهای شهرستان امیدیه و تحقیقات صورت گرفته در این ضمینه، درمورد مزایا و معایب و ویژگیهای هریک از لوله ها به تفکیک بحث شود. اطلاعات استفاده شده در این مقاله با توجه به نتایج آزمایشگاهی، نکات اجرایی و تجارب مهندسین مشاور و پیمانکاران در طرحهای آبرسانی به روستاها بوده است. همچنین محدودیتهای محیطی در مورد هر یک از لوله ها نیز در این مقاله ذکر شده است. که کارفرمایان، مهندسین مشاور و پیمانکاران درهنگام استفاده از هر یک از این لوله ها، باید محدودیتهای لوله ی مورد نظر را با توجه به محیط مورد استفاده ( در این مقاله روستاهای شهرستان امیدیه )، بررسی کرده و در انتها با مقایسه ی فنی و اقتصادی از کل هزینه ی تمام شده برای هریک از لوله ها، جهت انتخاب گزینه ی برتر تصمیم گیری نمایند کلمات کلیدی : پلی اتیلن، جی آرپی، یو پی وی سی 1- مقدمه
با توجه به این که حفاظت کمی و کیفی از آب تامین شده و انتقال و توزیع مناسب آن، از وظایف طرح های آبرسانی است، می توان گفت انتخاب لوله مناسب از شرایط اصلی برای انجام طراحی و محاسبات تمامی پروژه های آبی می باشد. انتخاب لوله نامناسب علاوه بر اخلال در عملکرد صحیح سیستم، بار مالی هنگفتی رابمنظور تعمیر، تعویض مجدد و یا نگهداری خطوط لوله بر هزینه های جاری اکثر پروژه ها تحمیل می نماید.در این صورت انتخاب بهترین و مناسب ترین نوع لوله در هنگام طراحی، فاکتور اصلی برای حصول اطمینان از عملکرد صحیح لوله در طول دوران بهره برداری و همچنین ایجاد صرفه جویی چشمگیر و جلوگیری ازتضییع سرمایه های ملی به منظور تعمیرات، تعویض و هزینه های نگهداری در خطوط لوله خواهد بود. متداولترین لوله های مورداستفاده در طرحهای آبرسانی عبارتند از: لوله های پلی اتیلن، لوله های چدن داکتیل، لوله های فولادی ، لوله های فایبرگلاس ، لوله های پی وی سی سخت.
2- معیارهای انتخاب جنس لوله
به منظور انتخاب اقتصادی ترین و قابل اجراترین طرح آبرسانی، لازم است عوامل عمده زیر مورد توجه و بررسی قرار گیرند :
بررسیهای فنی
انتخاب جنس لوله
تاثیر عوامل اجرائی و بهره برداری
تاثیر عوامل اقتصادی
هر یک از عوامل یاد شده دارای مشخصه های متنوعی می باشند که در مراحل مطالعات جزئیات آنها می بایست مدنظر قرار گیرند. تعدادی از این پارامترها عبارتند از : 2-1- بررسی های فنی
انتخاب مسیر لوله گذاری
طول مسیر لوله گذاری
شرایط توپوگرافی
جاده دسترسی
زمین شناسی
ساختمانها
پیچ وخم و افت وخیز مسیر
نیروهای وارده بر لوله
تاثیر درجه حرارت محیط
خورندگی زمین
2-2- مشخصات لوله های مختلف
مقاومت در برابر شرایط محیطی
مقاومت در برابر بارهای داخلی و خارجی
هیدرولیک لوله ها
ضربه آب
خورندگی آب
مقاومت در مقابل سایش و تنش ایجاد شده بین دیواره لوله وسیال- حداقل بودن تغییرات ضریب اصطکاک لوله
2-3- تاثیر عوامل اجرایی و بهره برداری
امکان تامین لوله و متعلقات
امکانات کارگذاری لوله (سهولت نصب)
امکانات تعمیرات و سیستم کنترل و فرمان
2-4- تاثیر عوامل اقتصادی
هزینه های خرید اجرا (سرمایه گذاری اولیه)
هزینه های تعمیرات، نگهداری و بهره برداری
3- مشخصات فنی انواع لوله ها
متداولترین لوله های مورداستفاده در طرح های آبرسانی عبارتند از :
لوله های چدنی
لوله های چدنی معمولی تحت فشار
لوله های چدن نشکن
لوله های فولادی
لوله های فولادی بدون درز
لوله های فولادی با درز مستقیم
لوله های فولادی اسپیرال
لوله های پلی اتیلن (PE)
لوله های فایبرگلاس (GRP)
لوله های (UPVC)
لوله های بتن مسلح
به منظور آشنایی با مشخصات و ویژگی های لوله های فوق الذکر مشخصاتی که به طور کلی در خصوص این لوله ها حائز اهمیت می باشند به شرح زیر بیان می گردند:
3-1- لوله های چدنی
لوله های چدنی که در خطوط انتقال و شبکه های توزیع آب به کار می روند، شامل دو نوع کلی به شرح زیرمی باشند:
3-2- لوله های چدنی معمولی تحت فشار
لوله های چدنی معمولی که از چدن خاکستری ساخته می شوند، از قدیمی ترین انواع لوله های مورداستفاده در خطوط انتقال و شبکه های توزیع آب در کشورهای مختلف بوده اند. امتیاز اصلی این نوع لوله، مقاومت زیاد در مقابل خورندگی خاک و آب و در نتیجه طول عمر قابل توجه می باشد، ولی به علت خاصیت شکنندگی و وزن زیاد این لوله ها، خصوصاً برای قطرهای بزرگ، و در نتیجه مشکلات و هزینه های زیاد حمل و نقل و نصب، استفاده از این جنس لوله طی سالهای اخیر کاهش یافته و تقریباً منسوخ گشته است.
3-3- لوله های چدن نشکن
لوله های چدن نشکن با توجه به امتیازات قابل توجه آنها از نظر قابلیت انعطاف و مقاومت در مقابل ضربه، فشار، خورندگی آب و خاک و همچنین وزن کمتر، طی چند دهه اخیر به سرعت جایگزین لوله های چدنی معمولی گشته اند.
لوله های چدنی نشکن به دلیل امتیازات اساسی از قبیل قابلیت انعطاف، استحکام و مقاومت نسبتاً مناسب دربرابرخوردگی در شرایط مختلف کیفیت آب و هوا و خاک کاربرد فراوان دارند و اصولاً چدن نشکن به چدنی اطلاق می شود که کربن موجود در ساختمان کریستالی آلیاژ آن به صورت گرافیت کروی باشد. این چدن معمولاً دارای بیش از 2 درصد کربن و حدود7/1 تا 5/2 درصد سیلیسیم بوده که این کیفیت اثرات منفی گرافیت رشته ای را که به صورت ترک های مویی عمل می کند کاهش داده و در نتیجه به چدن خاصیت شکل پذیری و قابلیت انعطاف می دهد. از معایب این لوله ها آسیب پذیری بیشتر آنها در مقابل نیروهای زلزله است. تولید این لوله ها در داخل کشور تا قطر 1000 میلیمتر با استاندارد بین المللی2531ISO و یا 4772BS و فشار کارهای 16 و 25 اتمسفر در کارخانه لوله و ماشین سازی ایران در تهران و تا قطر600میلیمتر در کارخانه لوله سازی اهواز انجام می گیرد. ضریب هیزن ویلیامز لوله های چدنی بدون پوشش داخلی به مرور زمان تغییر میکند بنابراین با گذشت زمان ، ظرفیت آبدهی این لوله بشدت پایین می آید. لوله های چدن نشکن در طولهای محدود و معمولاً حداکثر 6 متر برای لوله های تا قطر 500 میلیمتر و9متر برای اقطار 600 میلیمتر و بیشتر تولید می شوند. بنابراین برای اتصال لوله ها به یکدیگر و یا به متعلقات، استفاده از اتصالی الزامی است. متذکر می گردد که لوله های چدن نشکن با شاخه های با طول بیش از 6 متردر شرایط حاضر در ایران تولید نمی شوند. مزایای این لوله ها عبارتند از :
قابلیت اطمینان و مقاومت زیاد در برابر خورندگی
مقاومت در مقابل نیروهای خارجی
سادگی نصب به سبب وجود اتصالات نر و مادگی و اتصالات مکانیکی
معایب این لوله ها عبارتند از :
سنگین بودن وزن آنها و در نتیجه صرف هزینه زیاد در حمل و نقل
عدم آب بندی واشرها در مدت طولانی
مشکل تهیه آنها در سایزهای بالا
لوله های فولادی
لوله های فولادی نیز در صنعت آب و فاضلاب کاربرد زیادی دارند . لوله های فولادی برحسب تکنولوژی ساخت شامل سه نوع کلی به شرح زیر می باشند:
لوله های فولادی بدون درز
لوله های فولادی بدون درز، در اقطار کوچک و از طریق نورد گرم تولید می شوند و برای فشار کارهای زیادکاربرد فراوان دارند. لذا این قبیل لوله ها در شبکه های توزیع آب و تاسیسات شهری کمتر مورد استفاده می باشند.
لوله های درز مستقیم
لوله فولادی درز مستقیم از طریق فرم و لوله کردن ورقه های تخت فولادی تولید شده و در اقطار مختلف ساخته می شوند، در این روش از طریق پرس، ابتدا ورق تخت فولادیU و سپس به صورت O تغییر شکل داده می شود و محل درز حاصل از تماس دو لبه ورق که در امتداد طول لوله می باشد، جوشکاری می گردد.
لوله های اسپیرال
لوله های فولادی اسپیرال از طریق پیچاندن و نورد نمودن نوارهای فولادی توسط ماشین مخصوص و درداخل قالب مربوط ساخته می شوند. در این روش، درز بین دو لبه دو طرف ورق که به صورت مارپیچ حول محور لوله می باشد، جوشکاری می گردد. در ساخت این لوله ها، محدودیت عرض ورق نورد شده کاهش می یابد. در سالهای اخیر، ساخت و کاربرد این نوع لوله در ایران گسترش زیادی یافته است.
لوله های فولادی در خطوط انتقال آب و نفت و گاز کاربرد زیادی دارند و در اغلب خطوط آبرسانی بخصوص لوله های اصلی، سیفون و یا فشار کار بالا از لوله های فولادی استفاده می گردد.
تولید این لوله ها طبق استانداردهایDIN ، API، ASTMو از جمله2460 DIN انجام می گیرد و محدوده وسیعی از اقطار متنوع و ضخامت دیواره لوله را شامل می شود.
در ایران این لوله ها تا قطر 1400 میلیمتر در کارخانه لوله سازی اهواز تولید می شوند. اخیراً گروه صنعتی سدید در استان هرمزگان اقدام به نصب ماشین آلات یک کارخانه لوله سازی به روش اسپیرال نموده که قادر به تولید لوله های فولادی تا قطر 3000 میلیمتر و ضخامت 4/25 میلیمتر می باشد. بعلاوه این لوله ها تا قطر2000 میلیمتر و ضخامت 4/25 میلیمتر و به روش اسپیرال در تهران، یزد و ساوه نیز در حال تولید می باشدو امکانات اندود داخل و خارج نیز موجود است. بدلیل ساخت لوله ها در محدوده وسیعی از قطر و ضخامت دیواره ها، دامنه انتخاب اندازه مناسب برای شرایط ظرفیت و فشار کار طرح بسیار گسترده است. انعطاف پذیری و قابلیت بریدن وجوش دادن فولاد برای تهیه شکل های مناسب در موارد مختلف مثل مجموعه شیرآلات، عبور از رودخانه و یا جلوگیری از صدمات وارده در زمان اجرای لوله بسیار مفید می باشد. لوله های فولادی معمولاً در طول های 6 تا 12 متر تولید می شوند که سبب کاهش هزینه نصب و تعداد اتصالات درطول خط لوله خواهد شد. عیب عمده این لوله ها ضعف آنها در مقابل خوردگی ناشی از تماس با آب یا خاک خورنده می باشد و به همین دلیل در صورت استفاده از این لوله ها استفاده از اندود داخلی و پوشش خارجی مناسب و حفاظت کاتدی اجتناب ناپذیر خواهد بود. لوله های فولادی با درز مستقیم و اسپیرال در طول های بین 10 تا 12 متر تولید می شوند.
مزایای کاربرد این لوله ها عبارتند از
مقاومت در مقابل ضربه
مقاومت در برابر فشار
مقاومت در برابر ازدیاد حجم
سهولت لوله ها
تحمل فشارهای خارجی
قابلیت تغییر شکل
معایب این لوله ها عبارتند از
خوردگی جداره داخلی و خارجی
زبری
رسوب پذیری
لوله های پلی اتیلن
پلی اتیلن از پلیمریزاسیون اتیلن و اولفین به همراه دوده آنتی اکسیدان تهیه می شود. لوله های پلی اتیلن درکشور به سه صورتPE 63 ، PE 80و PE100 تولید می گردد. اختلاف پلی اتیلن های فوق الذکر دردانسیته موادی است که به کار برده می شود. مواد اولیه PE 63 و PE 80 در ایران تولید می شود، اما مواداولیه PE100 توسط کارخانه های لوله پلی اتیلن از کره، اتریش و سوئد خریداری می شود که بعضاً نوع اروپایی، مرغوبتر اعلام شده وگرانتر نیز می باشد. ( در سالهای اخیر مواد PE100 سفید و مواد PE100 مشکی نیز در ایران تولید میشود و در زمان نگارش این مقاله تولید نمیشده است )
بر اساس نوع پلی اتیلن به کار رفته، ضخامت و وزن واحد طول لوله ها نیز متفاوت خواهد بود، به گونه ای که در یک فشار کاری برابر، لوله هایPE100 دارای ضخامت و وزن واحد طول کمتری نسبت به لوله های پلی اتیلنPE80 در اقطار مشابه می باشد، لذا در اقطار مشابه وزن لوله های PE100 ازPE80 کمتر خواهد شد. در سال های اخیر استفاده از لوله های پلی اتیلن در شبکه های آب و فاضلاب شهری و خطوط انتقال آب معمول شده است.
لوله های پلی اتیلن در دو نوع نرم (Low density)و سخت (High density) تولید می شوند که در آبیاریها لوله های سخت مورد مصرف بیشتری دارند. طول عمر لوله های پلی اتیلن از لحاظ استاندارد 50 سال خواهد بود، لیکن مطالعات و بررسی های اخیرنشان داده است که طول عمر 20 تا 30 سال به جهت رشد سریع تغییرات زیست محیطی واقعی تر می باشد. شایان ذکر است برخی از کارخانجات تولید کننده لوله های پلی اتیلن عمر مفید 100 ساله را برای لوله های پلی اتیلن تولیدی قائل شده اند.
لوله های پلی اتیلن هنگام حمل می بایست با نوارهای محکم به هم بسته شده و از استفاده از هرگونه نوار یاتسمه یا زنجیر فلزی خودداری گرد. تخلیه و بارگیری لوله حتی المقدور باید به وسیله لیفتراک و باجرثقیل های مخصوص انجام شود. کلافها باید به صورت عمود و با کمی زاویه به دیوار چیده شوند.
عرض ترانشه ای که برای کارگذاری لوله های پلی اتیلن حفر می شود می بایست 40 سانتیمتر بزرگتر از قطرلوله و ضخامت بستر ماسه باید حداقل 15 سانتی متر باشد. روی لوله حداقل 30 سانتی متر از ماسه نرم ریخته شود و سپس روی آن از خاک مناسب پرگردد. لوله ها می بایست طبق یک مشخصات فنی مناسب نصب گردند.
لوله پلی اتیلن معمولاً به صورت دو سر ساده تولید می شوند. لذا برای ایجاد اتصال بین دو شاخه، لازم است سر ساده یک شاخه لوله به سر ساده دیگر با نوعی اتصالی به یکدیگر متصل شوند. مزایای این لوله ها عبارتند از:
لوله های (PE) کلاس (10اتمسفر) قادر است حرارت (70+) درجه سانتی گراد را تا سرما(20+)درجه سانتی گراد تحمل کند.
انعطاف پذیری
مقاومت در برابر خوردگی شیمیایی
عدم رسوب پذیری
عایق در برابر صوت
مقاومت در برابر ارتعاش
مقاومت درمقابل سایش
اصطکاک پائین
وزن مخصوص کم
سهولت نصب و اجرا
معایب این لوله ها عبارتند از :
مانند لوله های(P.V.C) در برابر اشعه ماورابنفش مقاومت ندارد و در اثر تابش آفتاب شدید ومداوم، ترک های طولی در آن ایجاد می شود.
در برابر نیروهای برشی مقاوم نیست.
در ضمن لوله های پلی اتیلن درکارخانه های مختلف داخل کشور به طور معمول تا قطر 400 میلیمتر وحداکثر فشار کار 16 اتمسفر تولید می شوند.
( این اطلاعات بسیار قدیمی است و در حال حاضر در صنعت تولید لوله پلی اتیلن پیشرفتهای بسیاری داشتهایم )
لوله های فایبرگلاس
لوله های فایبر گلاس از سال 1365 در ایران تحت لیسانس شرکت Owens corningtech که خود بزرگترین تولید کننده این نوع لوله در جهان می باشد در اقطار 300 تا 2400 میلیمتر بر اساس فرآیند پیشرفته الیاف پیچی به روش پیوسته (continuous filament winding) تحت استانداردهای پیشرفتهASTM ،AWWA ،DIN ،BS ،…. تولید می شوند.
فرآیند مزبور امکان استفاده از الیاف پیوسته شیشه در پیرامون لوله به همراه الیاف بریده شده ناپیوسته (CHOP) که در جهات مختلف در ترکیب لوله قرار می گیرند را فراهم می آورد. در این روش با استفاده از فن آوری کسب شده از متخصصان امر، از 3 نوع مواد اولیه اصلی جهت ایجاد لایه ای فشرده با حداکثر کارآیی استفاده می شود. علاوه بر رزین، الیاف شیشه ای پیوسته و الیاف بریده شده با هم برای ایجاد استحکام حلقوی بالا و تقویت استحکام محوری به کار می روند. مزایای این لوله ها عبارتست از:
مقاومت زیاد در برابر خوردگی و عدم احتیاج به پوشش های داخلی، خارجی عمر مفید 50 ساله و در نتیجه حداکثر بهره وری اقتصادی
وزن کم و کاهش هزینه های بارگیری و حمل و نهایتا هزینه کمتر نصب و بهره برداری
ضریب پایین اصطکاک که سبب کاهش هزینه های پمپاژ، کاهش هزینه های بهره برداری و کاهش هزینهرسوب زدایی خواهد بود
اتصالات کوپلینگی دو واشره مقاوم در برابر خوردگی
معایب این لوله ها عبارتست از :
مقاومت کم در برابر بارهای ترافیکی موجود در شهر معابر شهر و امکان شکستگی فراوان لوله ها
مشکلات بهره برداری ناشی از عدم امکان آب بندی مناسب اتصالات آن
سهولت سوراخ نمودن این نوع لوله ها جهت برداشت آب به صورت انشعابات غیر مجاز
لوله های پی وی سی سخت
PVCقسمتی از یک گروه مواد گسترده، پیچیده، و دائما در حال پیشرفت به نام پلاستیکها می باشد. مواد پلاستیکی مانند فلزات و دیگر مواد خطوط لوله، یک دامنه وسیع از خصوصیات را دارا می باشد که آنها را به کاربردهای خاص هدایت میکند. از نظر ساختار، مواد پلاستیکی استفاده شده برای تولید لوله میتوانند خصوصیاتی از دامنه نرم و قابل انعطاف تا سخت و شکننده از خود نشان دهند.
لوله های پلاستیکی میتوانند به دو گروه اصلی تقسیم شوند، ترموپلاستیک و ترموست.
ترموپلاستیکها، همانطور که نامشان نشان میدهد، در اثر حرارت نرم شده و هنگام سرد شدن سخت می شوند. آنها میتوانند به سرعت تغییر شکل داده شوند، اما مراحل فرایند دوباره باید کنترل و محدود شودتا از ابقاء خصوصیات اولیه اطمینان حاصل شود.
PVC ترموپلاستیکی است که با استفاده از روش اکستروژن تولید میگردد. توانائی دوباره حرارت دادن و دوباره شکل گرفتن، لوله ها PVC را قادر میسازد با یک عملیات بعد از اکستروژن، به تدریج از انتها پهن شده و برای اتصال به یکدیگر آماده شوند. اتصالات PVC عموماً توسط روش تزریق مذاب یا به وسیله نصب قطعات مذاب یا اکسترود شده تولید می شوند.
پلاستیکهای ترموست فقط یک بار از یک مرحله پلاستیک نرم عبور میکنند، بعد به صورت غیر قابل برگشت سخت می شوند و نمی توانند بدون تخریب دائمی دوباره نرم شوند.
ویژگی های لوله های پی وی سی سخت
مقاومت در برابر مواد شیمیایی
لوله هایPVCدر دامنه وسیعی از معرفهای شیمیایی تا 140 درجه فارنهایت مقاومت نشان میدهند و درمقابل مواد شیمیایی که عموما در خانه ها یافت و استفاده میشوند مقاوم هستند. برخی کاربردهای صنعتی یک ارزیابی از مقاومت شیمیایی را گواهی میکنند .گواهی کیفیت مقاومت شیمیاییPVCدر استفاده مکررآن به عنوان آستری محافظ برای مواد دیگر لوله سازی می باشد
قابلیت انعطاف
مقاومت لوله هایPVC نسبت به شکستگی یک مزیت موثر بسیار مهم می باشد. با وجودیکه لوله هایPVC از کمپاند PVC سخت )پلاستی سایز نشده( ساخته شده اند، خود لوله قادر است بدون شکستگی زیر بار قرار گیرند. مدول الاستیسیته برای PVC یک مزیت اساسی برای کاربردهای زیر زمینی است خصوصا در جائیکه حرکت خاک یا لرزش پیش بینی میشود.
مقاومت کششی در زمان طولانی
کمپاندهای لوله PVC طوری فرموله شده اند که مقاومت کششی در زمان طولانی بدست می آورند. اساس طراحی هیدرواستاتیکی برای PVC دو یا سه برابر بیش از دیگر مواد تولید لوله ترموپلاستیک می باشد.
مقاومت در برابر سائیدگی / فرسودگی
لوله های PVC مقاومت بالایی در مقابل سایش و فرسودگی از خود نشان می دهند. لوله های PVC درموقع انتقال مایعات ساینده دوام بیشتری نسبت به فلزات، بتن و خاک رس از خود نشان میدهند.
مقاومت در برابر ضربه
در شرایط نرمال، لوله های PVC مقاومت نسبتا بالایی در مقابل خطر ضربه نسبت به لوله های ساخته شده از خاک رس، بتن و بیشتر مواد مشابه از خود نشان میدهند.
اگرچه لوله های PVC کاهش مقاومت در برابر ضربه در دماهای بسیار پایین دارند، اما مقاومت آنها بیش ازمواد معمول دیگر در لوله بیشتر است.
ضریب اصطکاک
لوله های PVC سطح دیواره صافتری ایجاد میکنند که اصطکاک مایع و مقاومت مایع را کاهش میدهند این صافی هیدرولیکی از ایجاد رسوب در دیواره فاضلاب و ایجاد برجستگی و پوسته در کانال اصلی شبکه آب جلوگیری میکند. نتیجه نهایی هزینه تعمیرات پایین و طراحی موثرتر اولیه خطوط لوله است.
عایق حرارتی
PVC دارای هدایت حرارتی پایین تری از مواد لوله سازی دیگر است. این خصوصیت لوله های PVC را برای کاربردهای عایق حرارتی مطلوب تر میسازد.
نسبت استحکام به وزن بالا، وزن سبک
لوله های PVC از مزیت وزنی واضحی برخوردارند که یک مشخصه ایمنی خاص می باشد. توانایی ماده برای حمل شدن بسیار ساده تر نیاز به کارگر را به حداقل رسانده و باعث پایین آمدن هزینه نصب و حمل و نقل میشود. یک نفر به راحتی میتواند دو لوله PVC،4 اینچی به طول 20 فوت را حمل کند، اما کمتر از5 فوت از لوله 4 اینچ آهنی میتواند با نیروی مشابه حمل گردد.
طولهای بیشتر
لوله PVC عموماً در طولهای 13 فوت یا 20 فوت در دسترس می باشد و باعث کاهش تعداد اتصالات لازم در مقایسه با لوله های دیگر می باشد. اتصالات کمتر باعث تسریع و راحتی بیشتر نصب، اصطکاک هیدرولیکی کمتر و کاهش نشت میشود.
کیفیت آب
طبیعت غیر خورنده لوله PVC و مقاومت به حملات شیمیایی باعث می شود هیچ واکنشی با آب آشامیدنی نداشته باشد. لوله های تحت فشار PVC نیز کیفیت آب راتغییر نمیدهند. هیچ ضایعات خوردگی در لوله های PVC دیده نمی شود. لوله های آب PVC به صورت گسترده در آبهای خورنده آزمایش شده اند تا مزایای امنیت آنها تصدیق شود.
مقاومت دربرابر زلزله
فرسایش خاک در هنگام حرکت می تواند بسیار شدید باشد. حرکت دراثر انبساط یا انقباض، یخ زدن و زلزله می تواند رخ دهد و خاک را به محیط بسیار فرساینده برای لوله تبدیل کند. اگر خط لوله قابلیت انعطاف کافی یا مقاومت کافی نداشته باشد، شکسته میشود. تجربیات در مورد لوله های معمولی عدم مقاومت آنها رادر این شرایط نشان میدهد.
مزیت های اتصالات پی وی سی
لوله های پی وی سی، معولاً با تمامی اتصالات معمول در لوله گذاری سازگار می باشند. لوله پی وی سی می تواند بطور مستقیم در اتصالات با قطر متغیرویا از جنس دیگر مثل اتصالات آهنی قرار بگیرد. هیچگونه فلنج یا محافظی برای نصب لوله های پی وی سی به اتصالات لازم نیست.
اتصالات لوله های پلی اتیلن بخاطر سخت وانعطاف ناپذیر بودن ونیز بخاطر بالابودن خزش پلی اتیلن نمی توانند اتصالات دائمی وبا دوامی باشند لذا در آینده به احتمال زیادی نشتی پیدا می کنند. مگر اینکه نقطه اتصال به روش های خاصی پایدار شده باشد.
هزینه نصب اتصالات ونیز هزینه تعمیرات نگرانی مداومی برای صنایع آب بوده است. در مورد لوله های پی وی سی قسمتی که نیاز به تعمیر دارد بریده شده ودور انداخته می شود و به جای آن قطعه ای نو از پی وی سی جایگزین می شود واتصال شبکه بر قرار می گردد.
در مورد پلی اتیلن ذوب گرمایی برای تمامی کاربرد ها پیشنهاد می شود اما این به شرطی است که شرایط تعمیر اجازه چنین کاری را بدهد. از طرفی نه تنها برای اجرای خطوط لوله و نصب در لوله های پلی اتیلن نیاز به افراد متخصص داریم بلکه برای تعمیرات نیز به وجود این افراد نیاز است. هنگامی که دونوع(گرید)متفاوت از پلی اتیلن بخواهند به هم جوش داده شوند تمهیدات خاصی می بایست در نظر گرفته شود چون انواع مختلف پلی اتیلن شاخص های مذاب متفاوتی برای اتصال صحیح ودرست دارند و مدت زمان نسبتاً طولانی برای ذوب و سرد شدن محل اتصال مورد نیاز است، در این مدت می بایست محل اتصال بدون حرکت بماند و تحت فشار نیز باشد.
لوله های PVC از طریق سوکتی با پوش فیتی به هم یا به اتصالاتشان متصل می گردند و نصب آنها سریع وآسان می باشد و از نظر قیمت بسیار با صرفه هستند و در هر شرایط آب و هوایی نیز قابل اجرا می باشند. اما لوله های پلی اتیلن غالباً بصورت جوشی به هم متصل می شوند که به دستگاه ویژه ای برای جوش ونگهداری لوله در حین جوش نیاز دارند. این امر زمانبر نیز می باشد زیرا ابتدا باید لوله گرم شود و سپس درهمان حالت سرد گردد.
مزایای محیطی
در تولید PVC به عنوان یک ماده اولیه انرژی کمتری مصرف می شود. بیش از نیمی از مواد اولیه استفاده شده در تولید رزین از نمک تولید میشوند که منابع محدود ندارند. به صورت مشابه، لوله PVC در تولید و حمل با استفاده کمتر از منابع غیرقابل تمدید نسبت به دیگر مواد به صرفه تر هستند. درهرحال یک انقلاب کامل از سودمندیها در طول عمر محصول از تولید تا تخریب ارائه داده میشود. با طبیعت بادوام ماده، طول عمر زیادی برای لوله PVC فراهم است که اساسا سوالات در دسترس را حذف میکند. با وجود این که PVC قابل بازیافت است با بازار موجود برای مواد بازیافتی، مواد نو به صورت مداوم تولید میشوند.
مقاومت در برابر شعله: لوله PVC به سختی آتش میگیرد در صورتیکه در معرض شعله مستقیم قرار بگیرد به محض دور شدن شعله خاموش می شود. دمای شعله ور شدنPVC ، 850 درجه فارنهایت می باشد که بالاتر از دمای بیشتر مصالح ساختمانی است.
لوله PVC بعضاً به عنوان خود خاموش شونده شناخته میشود چون محصولات ناشی از احتراق بلافاصله با اکسیژن موجود ترکیب شده و شعله را میبلعند.
در اثر سوختن PVC پیرولیز صورت گرفته و گاز HCl متصاعد میگردد. این گاز در هنگام فرآیند به دو صورت مانع از اشتعال میشود در ضمن آنکه خود گازHCl اشتعال پذیر نیست (Incombustible) و از دسترسی اکسیژن به منطقه مشتعل شده جلوگیری میکند. همچنین این گاز با رادیکالهای آزاد مانند HO واکنش داده، بنابراین به عنوان خاتمه دهنده واکنش انتشار عمل میکند. در استاندارد2863 ASTM D اندیس اکسیژن برای سوختن پلیمرها(LOI) داده شده است.
برای سوختن PVC حضور 45 تا 49 درصد اکسیژن در اتمسفر اطراف آن الزامیست و این مقدار برای PE برابر با4/17 درصد است LOI . کمتر از 20 درصد به معنی قابلیت سوختن در هوای آزاد است. یعنی پلی اتیلن در اتمسفر معمولی پس از دور کردن منبع حرارتی به سوختن خود ادامه می دهد، در صورتیکه در PVC پس از دور کردن منبع حرارتی به خودی خود خاموش می شود. بنابراین PVC از این لحاظ یکی از بی خطرترین پلیمرها می باشد.
یکی دیگر از تست ها 1929 Ignition Properties of Plastics می باشد. در استاندارد 1929 ASTM D دمای آتشگیری ناگهانی نشان داده می شود. در این تست ماده در کوره ای که هوای داغ درآن جریان داردقرار داده می شود و دمایی که در آن پلیمر با نزدیک کردن شعله کوچکی دچار احتراق می شود به دست می آید. دیده می شود PVC نیاز به دمای بالاتری برای محترق شدن نسبت به PE دارد.
مقایسه فنی لوله ها
به منظور انتخاب لوله مناسب طرح بین لوله های قابل استفاده در طرح مقایسه فنی صورت گرفته است. نتایج این مقایسه بصورت خلاصه در جداول شماره 1 و 2 منعکس شده است.
جدول (1) مقایسه خواص مکانیکی لوله ها
جدول(2) مقایسه لوله ها
ملات ماسه سیمان در لوله چدن داکتیل در کارخانه اجرا می شود و کیفیت سطح داخلی آن با لوله فولادی متفاوت است.
5- امتیازدهی به جنس لوله
بر اساس پیش نویس ضوابط طراحی سامانه های انتقال و توزیع آب شهری و روستایی نحوه امتیاز دهی به لوله ها به شرح جدول ذیل می باشد:
جدول (3) امتیازدهی به جنس لوله
درجه اهمیت : (5/0)خیلی خیلی کم– (1) خیلی کم– (2) کم- (3) متوسط- (4) زیاد- (5) خیلی زیاد امتیاز : عالی یا خیلی زیاد (4) ، خوب یا زیاد (3) ،متوسط یا کم (2) ، ضعیف یا خیلی کم(1)
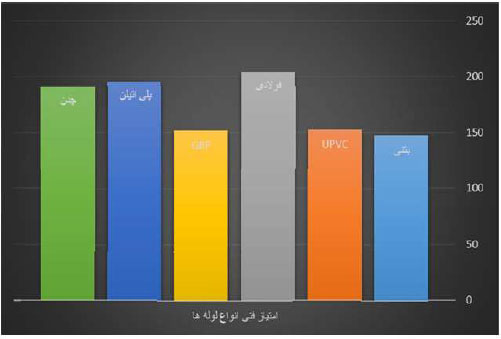
در مقایسه جنس لوله ها به عنوان مثال برای فشاری معادل 35 بار تنها لوله فولادی می تواند به عنوان گزینه قابل قبول مطرح شود، اما در این طرح با توجه به فشار حداکثر 16 بار، نیازی به این اولویت دهی نمی باشد. در صورتیکه تمام امتیاز ها معادل 4 در نظر گرفته شود. امتیاز کل معادل 250 خواهد بود.
– امتیاز داده شده عینا همانند پیش نویس ضوابط طراحی سامانه های انتقال و توزیع آب شهری و روستایی می باشد.
شکل شماره (1) مقایسه امتیاز لوله ها از نظرفنی
براین اساس جنس لوله از نظرفنی به ترتیب : فولادی، پلی اتیلن، چدن داکتیل، UPVC، GRP و سپس بتنی می باشد. این مقایسه بدون ملاحظات اقتصادی می باشد، در ادامه هزینه تهیه، حمل، نصب و حفاظت لوله ها در مقابل خوردگی نیز مد نظر قرارگرفته و مقایسه ای صورت خواهد گرفت.
مقایسه اقتصادی لوله ها
باتوجه به تنوع لوله های تولیدی، درمقایسه اقتصادی لوله های پلی اتیلن، فولادی، چدن داکتیل،
و GRP درنظر گرفته شده اند که دراین مقایسه اقتصادی موارد زیر منظور شده است :
الف- هزینه کارگذاری لوله های GRP ، فولادی و چدن داکتیل از فهرست بهای خطوط انتقال آب سال 1395 و لوله های پلی اتیلن از فهرست بهای شبکه توزیع آب سال 1395 با اعمال ضرایب بالاسری، منطقه ای و تجهیز کارگاه استفاده شده است.
ب- ازهزینه های متفرقه کارگذاری لوله ها به دلیل مشابهت درکارگذاری لوله های مختلف صرفنظرشده است.
ج- قطر اسمی لوله های پلی اتیلن معادل قطر خارجی و قطر اسمی سایر لوله ها معادل قطر داخلی می باشد.
نتیجه گیری
انتخاب لوله مناسب طرح
با توجه به مقایسه فنی و اقتصادی ارائه شده در بندهای قبل، لوله GRP و UPVC در قطرهای بالای 400 میلیمتر، و لوله پلی اتیلن در قطرهای زیر 400 میلیمتر اقتصادی می باشند. ذکر این نکته ضروری است که این نوع لوله ها بدلیل ضعف فنی نسبت به لولههای پلیاتیلن از جهت دوام و سهولت کارگذاری، معمولاً در امور آبرسانی در اقطار پایین توصیه نمیگردد. از اینرو با در نظرگرفتن موارد مطرح شده در این مقاله در خصوص نوع و ویژگی لوله های مختلف و هزینه های حمل و بارگیری وکارگذاری لوله و شرایط محیطی منطقه مورد بررسی ( شهرستان امیدیه ) می توان گفت بدلیل اینکه لوله پلی اتیلن PE100 دارای تحمل فشار داخلی و خارجی بالا، قیمت نسبتاًمناسب و سهولت اجرا و تجربه طولانی اجرا در پروژه های آبرسانی را باخود دارد، لذا مناسب ترین لوله برای شبکه آبرسانی و توزیع در شهرستان امیدیه از نوع پلی اتیلن 10 اتمسفر PE100 می باشد.
منابع
1) نشریه شماره 303 امور نظام فنی سازمان مدیریت و برنامه ریزی کشور
2) منزوی، محمد تقی. آبرسانی شهری، انتشارات دانشگاه تهران، 1308.
3) مجموعه کاتالوگهای شرکت الپای آبادان ( تولید کننده لوله های پلی اتیلن )
4) مجموعه کاتالوگهای شرکت پارس اتیلن کیش )تولیدکننده لوله های پلی اتیلن(
5) حیدر نژاد، قاسم. دلفانی، شهرام. لوله های پلیمری، انتشارات مرکز تحقیقات ساختمان و مسکن، 1389.
6) سامانههای لولهگذاری برای کاربردهای آبرسانی
7) فاضلاب و زهکشی تحت فشار – پلی اتیلن (PE) – قسمت 2 : لوله ها
8) استاندارد ملی ایران شماره 2-42427لاستیک ها – سامانه های لوله گذاری برای کاربردهای آبرسانی
9) BS EN ISO 14692: Petroleum & Natural gas industries – Glass reinforced Plastics (GRP), part 1,2,3,4. 2002.
تولید آنتروپی در یک شبکه فوق توزیع گاز شهری نمونه با لوله های فولادی و پلی اتیلن
علی حیدری : استادیار، مرکز تحقیقات انرژی و توسعه پایدار، واحد سمنان، دانشگاه آزاد اسلامی، سمنان، ایران
غلامرضا فلاح کوشکی : کارشناس ارشد، شرکت گاز استان تهران، تهران، ایران
مقاله تولید آنتروپی در یک شبکه فوق توزیع گاز شهری نمونه با لولههای فولادی و لوله پلی اتیلن در سومین کنفرانس بینآلمللی نوآوریهای اخیر در مهندسی مکانیک و مهندسی مکانیک مورخ 14 آبان 1395 در تهران ارائه شده است.
چکیدهگاز طبیعی از چاهها استخراج و پس از تصفیه، توسط خطوط انتقال و شبکه تغذیه و فوق توزیع به محل مصرف میرسد. در این بخش میزان هدر رفت انرژی بسیار حیاتی بوده و باید بطور مناسبی محاسبه شود. در این تحقیق، شبکه فوق توزیع با فشار کارکرد پایین مورد بررسی قرار گرفته و یک شبکه گاز طبیعی نمونه با استفاده از حل تحلیلی جریان گاز طبیعی در شرایط پایا مورد بررسی قرار گرفته است. معادلات جریان با فرض تمامی پارامترها، ابتدا برای یک لوله ارائه شده، سپس با استفاده از قوانین موجود در شبکههای لوله، یک شبکه نمونه مورد تحلیل قرار گرفته است. تاثیر جنس لوله به عنوان یک عامل مهم بر روی عملکرد شبکه مورد نظر، بررسی و تحلیل شده و در انتها، میزان تولید انتروپی در لولههای فولادی و پلی اتیلن مقایسه گردیده است. نتایج نشان میدهد با افزایش قطر یا کاهش دبی گاز، زبری لوله و ضریب اصطکاک عملاً تاثیر کمتری در تولید انتروپی دارد. همچنین نتیجه میشود که جریان گاز در قطرهای کمتر، در لولههای فولادی از لولههای پلی اتیلن انتروپی بیشتری تولید میکنند.
کلمات کلیدی: تولید انتروپی، شبکه فوق توزیع، جنس لوله، ضریب اصطکاک
مقدمه
امروزه یکی از بزرگترین منابع انرژی بعد از نفت و زغال سنگ انرژی گاز طبیعی است. فراوانی در طبیعت، سهولت هدایت، ارزش حرارتی خوب، پاکیزگی مصرف و نیز کمی آلودگی زیست محیطی، موجب گردیده است که این منبع انرژی، بسیار مورد توجه قرار گیرد و علی رغم خطرات احتمالی آن در نقاط هدایت و مصرف از استقبال خوب مصرف کنندگان برخوردار میباشد. در شبکههای خطوط لوله گاز طبیعی جهت انتقال گاز از نقطه تولید به نقطه مصرف انرژی بسیار زیادی مصرف میشود. مقداری از این انرژی صرف غلبه بر نیروی اصطکاک جداری گاز طبیعی با لوله میشود. لذا توجه به مقوله اصطکاک در خطوط انتقال و کاهش این نیرو سبب کاهش اتلاف فشار و صرفه جویی در مصرف انرژی میشود. یکی از پارامترهای مؤثر در مقایسه کمی و کیفی اتلافات انرژی بحث تولید انتروپی است که در کار حاضر به تفصیل به آن پرداخته شده است. در خصوص تولید انتروپی در سیستمهای مختلف توسط محققین بحث و بررسیهای زیادی انجام شده است اما در زمینه خطوط انتقال گاز و شبکه توزیع گاز کار به مراتب کمتری صورت گرفته است.
چازیکوفسکی جریان گذرا و غیر هم دمای گاز طبیعی درون خط لوله را با استفاده از معادلات حالت مختلف بررسی کرده است. تاثیر معادله حالت مختلف بر افت فشار، توزیع دما و انتقال حرارت در این تحقیق مورد بحث و بررسی قرار گرفته است. در نتایج او، تاثیر روش مدلسازی حرارتی بر توزیع دما و فشار در درون خط لوله بررسی شد. نوربهشتی و قاسمینژاد معادلات جریان گذرای درون خطوط لوله را با استفاده از روشهای دینامیک سیالات محاسباتی مورد بحث و بررسی قرار داده اند. نتایج معتبر سازی آنها دقتی در حدود 4% را نسبت به مطالعات گذشته و دادههای آزمایشگاهی گزارش کرده است. با استفاده از نتایج تحلیل لولهها، در مرحله بعد شبکه خطوط لوله مورد بررسی قرار گرفت. بهبهانینژاد و باقری با استفاده از سیمولینک نرم افزار متلب، جریان گذرا و همدمای گاز درون خطوط لوله و شبکههای انتقال را مورد بررسی قرار دادهاند. آنها روش ارائه شده را با روشهای تفاضل محدود مورد مقایسه قرار داده و نتایج آنها حاکی از دقیقتر و کارامدتر بودن روش ارائه شده نسبت به سایر روشهای تفاضل محدود می باشد.
در تحقیقات ساهین و بن منصور ، تولید انتروپی در جریان آرام سیال درون لولههای استوانهای با استفاده از محاسبات عددی مورد مطالعه قرار گرفته است. بررسی انجام شده نشان میدهد شدت تولید انتروپی در نزدیکی دیوارهها بیشتر بوده و با نزدیک شدن به مرکز لوله، تولید انتری به شدت کاهش مییابد. همچنین آقای دیپک ساکسنا انتروپی تولید شده در جریان کاملاً توسعه یافته عبوری از مجرای شش وجهی را بررسی نموده است. در این بررسی، شار حرارتی ثابت به این مجرا اعمال شده و با تغییر شکل مقطع مجرا، میزان تولید انتروپی محاسبه شده است. مجرای شش وجهی و مجرای استوانهای که قطر هیدرولیکی و سطح مقطع مشابهی دارند مورد مقایسه قرار گرفتهاند. در این مقایسه نشان داده شده است که با افزایش قطر استوانه نسبت به شش وجهی، میزان انتروپی کاهش خواهد یافت.
از سویی دیگر زاهارناه و ایلباس تاثیر ویسکوزیته بر روی انتروپی تولید شده در جریان سیال درون لوله با استفاده از آنالیز حرارتی را مورد مطالعه قرار داده است. شدت انتروپی تولید شده با توجه به دماهای مختلف جداره لوله و نیز اثر تغییر ویسکوزیته محاسبه شده است. پاک دمیرلی و ایلباس انتروپی تولید شده در عبور جریان سیال غیر نیوتنی از داخل لوله را در حالت ویسکوزیته ثابت مورد مطالعه و بررسی قرار داده است . ایشان مشاهده نمودهاند که افزایش اثرات غیر نیوتنی سیال باعث کاهش اصطکاک در مجاورت دیواره لوله و در نتیجه کاهش تولید انتروپی می شود. اثرات زبری لوله بر تولید انتروپی و انتقال حرارت در جریان نانو سیال عبوری از داخل صفحات تخت کلکتور خورشیدی توسط ماهیان و همکارانش مورد بررسی قرار گرفته است. در این مطالعات مشاهده شده است که افزایش زبری لوله، باعث افزایش تولید انتری شده و این افزایش در دبیهای بالاتر بیشتر شده و میزان آن قابل توجه خواهد بود. آنالیز انتروپی .تولید شده در سطح لولههای استوانه شکل با استفاده از نانو سیال، توسط قنبری و خدابنده صورت گرفته است
عملکرد حرارتی در لولههای استوانهای شکل با نانو سیال طبق قوانین ترمودینامیک مورد مطالعه قرار گرفته است. نتایج محاسباتی و تجربی نشان می دهد که تولید انتروپی در لولههای استوانهای شکل با افزودن نانوذرات به سیال اصلی کاهش می یابد و در نتیجه بازدهی حرارتی در این شرایط بهبود می یابد. واهبا بصورت عددی تولید انتروپی و پخش لزجت را در یک سیستم شامل مخزن، لوله و شیر بررسی کرد. او پس از بستن شیر بصورت ناپایا ضربه قوچ ایجاد و سپس میرا شده را بررسی نمود. برای بررسی انتروپی تولید شده، عدد بی بعدی تعریف کرد که در مقادیر کم، انتروپی سریع به مقدار پایا همگرا میشد. اما در مقادیر بالاتر این عدد بیبعد تولید انتروپی وسیعتر شده و دیرتر به مقدار پایا همگرا میشد.
اسکوبا به بررسی آنتروپی و کمینه کردن آن در پیکربندیهای مختلف از انشعاب لولههای حاوی جریان آرام و ایزوترمال پرداخت. او سه پارامتر را برای بهینه سازی در نظر گرفت: نسبت دامنه بکار رفته توسط جریان، نسبت قطر شاخهی اولیه به ثانویه و طول شاخه فرعی. او سپس الگوی بهینه شاخه شدن برای کمینه تولید انتروپی را بدست آورد.
تجزیه و تحلیل تولید انتروپی در فرآیند انتقال حرارت به جریان توسعه یافته آرام با سیال لزج تراکم ناپذیر درون لوله با دیواره دما ثابت توسط ابوالفضلی اصفهانی و باغدار انجام شده است .در این مقاله با انتخاب پارامتر تولید انتروپی بدون بعد به عنوان معیار ارزیابی و با دیدی کاربردی میزان تولید انتروپی مورد بررسی قرار گرفته است. تغییرات تولید انتروپی بدون بعد گرمایی و اصطکاکی و همچنین تولید انتروپی بدون بعد کل بر حسب طول لوله در قطر ها در سرعت های مختلف برای سیالی با لزجت بالا (گلیسرین) مورد بررسی قرار گرفته است. همچنین میزان تولید آنتروپی در دبی ثابت به ازای سرعت ها و قطرهای مختلف مطرح شده است و ارتباط بهینه ای بین خطوط، قطر لوله و سرعت سیال بدست آمده است. سعدالدین و رستگار به تحلیل اکسرژی در ایستگاه تقلیل فشار دروازه ورودی شهری پرداختند. آنها نشان دادند که با تنظیم دمای هیتر در زمان عملکرد، می توان از هدر رفت اکسرژی اجتناب کرد. بریک روش هاردی کراس را برای یک شبکه گاز طبیعی که مصرف در گرههای آن مشخص شده است، بهبود بخشید. با روش ارائه شده توسط او، تعداد تکرار های لازم برای همگرایی شبکه کاهش یافت.
با توجه به اینکه تولید انتروپی در شبکههای توزیع گاز طبیعی تاکنون بررسی نشده است، در این تحقیق انتروپی تولید شده در لوله های پلی اتیلن و فولادی در شبکه توزیع و در حالت پایا بررسی می شود. با استفاده از قوانین موجود و روابط حاکم در شبکه های گاز، یک شبکه نمونه مورد تحلیل قرار گرفته است. تاثیر جنس لوله (فولادی و یا پلی اتیلن) به عنوان عامل تعیین کننده در ضریب اصطکاک و همچنین قطر و دبی به عنوان یک عوامل مهم و مؤثر بر تولید انتروپی شبکه لوله مورد نظر، مورد بررسی و تحلیل قرار گرفته است.
ادامه مقاله تولید آنتروپی در یک شبکه فوق توزیع گاز شهری نمونه با لولههای فولادی و پلی اتیلن را از پایگاه سیویلیکا دانلود نمائید.
علیرضا کرامت، استادیار گروه عمران دانشگاه صنعتی جندی شاپور دزفول
مقاله بررسی آلودگی آب آشامیدنی در خطوط لوله براثر ضربه قوچ در ششمین کنفرانس ملی مدیریت منابع آب ایران در 1 الی 3 اردیبهشت 1395 در دانشگاه کردستان ارائه شده است. چکیده
پدیده ضربه قوچ تغییرات ناگهانی در فشار سیال را به دنبال دارد که این تغییرات به صورت موج در طول لوله حرکت میکنند. در لحظاتی که موج فشار منفی به نقاطی از خطوط لوله که در آن نشت احتمالی وجود داشته باشد، برسد، به علت وجود فشار منفی، مواد از فضای اطراف لوله به جریان سیال درون لوله وارد میشوند. این پدیده در اتصالات لولههای پلی اتیلن، خصوصاً در شرایطی که موقعیت لوله زیر تراز آب زیرزمینی است، بسیار محتمل میباشد. در این تحقیق با ارائه مدل عددی در نرم افزار MTALAB نشان داده شده است که آلودگی، چگونه به دنبال ضربه قوچ به جریان درون سیال وارد شده و چه تاریخچهای در نقاط مختلف درون لوله خواهد داشت. در فرآیند تحلیل، ابتدا مسأله ضربه قوچ حل شده و توزیع سرعت و فشار در هر لحظه در طول لوله بدست میآید. این اطلاعات در مرحله بعد برای حل معادلات انتقال – پخش به کارگرفته میشود. نتایج حاکی از ورود مواد آلوده کننده با غلظت 21 و 4 میلی گرم بر لیتر، در فاصله 40 متری بعد و قبل از نشت، به درون جریان لوله تحت تأثیر تغییرات ناگهانی در فشار ناشی از ضربه قوچ است.
کلید واژه ها : ضربه قوچ، جابجایی-پخش، آلودگی شبکه آبرسانی، جریان غیرماندگار
تعریف ضربه قوچ
ضربه قوچ یکی از مسائل مهم در هیدرولیک جریانهای تحت فشار است. موج فشاری ضربه قوچ در خطوط انتقال آب بر اثر تغییرات ناگهانی سرعت در یک نقطه مانند زمان بسته شدن شیر و یا خاموش شدن پمپ به وجود میآید، که منجر به تغییراتی شدید در سرعت و فشار جریان میشود. پدیده ضربه قوچ تاثیر و کاربردهای گوناگون در زندگی بشر داشته است، گاه در پمپهای ضربه قوچی عامل افزایش هد آب و انتقال آب به بالادست بوده است و گاه منجر به آسیب به خطوط لوله و ترکیدگی آن شده است ( Richard 1898 ) با انجام مطالعات بسیاری بر روی پمپهای تجاری به مدت پنج سال نتیجه گرفت که پمپهای ضربه قوچی دارای راندمان کاری ناچیزی میباشند. ( Zhao et al. 2010) از روش ضربه قوچ و پالس فشاری برای گندزدایی و دفع رسوبات در سیستم انتقال آب استفاده کردند.
تئوری کلاسیک ضربه قوچ اولین بار توسط جوکووسکی بر اساس مطالعات نظری و آزمایشگاهی ارائه گردید .وی رابطهای جهت تعیین سرعت انتشار امواج فشاری به دست آورد و با استفاده از معادلات پیوستگی و اندازه حرکت، رابطهای بین کاهش سرعت و افزایش فشار در این پدیده ارائه نمود. استریتر ولای برای نخستین بار روش مشخصهها را در تحلیل جریان گذرا با استفاده از کامپیوتر تعمیم دادند . گروهی از محققین با بررسی پدیده اندرکنش سازه و سیال روابط پیوستگی و مومنتم را برای این شرایط بسط دادند.
این تحقیق با بسط یک مدلسازی عددی، سعی بر تعیین میزان و نحوه تغییرات آلودگی وارد شده به لوله بر اثر ضربه قوچ دارد. این فرآیند در لولههای انتقال آب که در زیر زمین دفن شدهاند، محتمل میباشد. در صورت وجود نشت در این لولهها موج فشاری ناشی از ضربه قوچ میتواند، آلودگی اطراف نشت را به درون سیستم انتقال آب مکش کند. مطالعه در مورد مخزنی فرضی با یک خط لوله انتقال با ابعاد مشخص انجام میشود که در فاصله معین از شیر، از روزنهای در لوله، آلودگی با غلظت مشخص وارد لوله میشود. در عین حال، به دلیل تغییر ناگهانی در سرعت در پایین دست جریان در لوله، یک موج فشاری در لوله ایجاد شده و تغییرات زیادی در سرعت و فشار سیال در هر نقطه، در هر زمان خواهد داشت. با استفاده از رابطه کلی جابجایی پخش، چگونگی انتشار این آلودگی در طول زمان، مدلسازی میشود. به این ترتیب در ابتدا، شرایط حاکم بر جریان تحت فشار و پدیده ضربه قوچ بررسی شده و معادلات لازم برای حل عددی آن، ارائه میشود. سپس با داشتن سرعت و فشار در نقاط مختلف لوله در زمانهای مختلف، با جایگذاری در روابط جابجایی- پخش گسستهسازی شده، پیش بینی لازم از انتشار آلودگی نشت یافته بدست خواهد آمد. مسئله پیشرو ، از دو رکن اصلی ، پدیده ضربه قوچ و پدیده جابجایی- پخش در سیالات تشکیل شده است. شبیه سازی جریان اولین گام در مدل سازی کیفیت آب در سیستمهای مخزن و لوله میباشد. معادلات جریان در حالت ماندگار با نشت ،به وسیله رابطه دارسی- ویسباخ و رابطه روزنه حل میشوند و دبی و هد در تمام طول لوله محاسبه میشود و به عنوان شرایط اولیه برای جریان غیر ماندگار ضربه قوچ مورد استفاده قرار میگیرد.
متن کامل مقاله بررسی آلودگی آب آشامیدنی در خطوط لوله براثر ضربه قوچ را از سایت سیویلیکا تهیه نمائید.
طراحی بهینه شبکه های توزیع پلی اتیلن در صنایع گاز با استفاده از الگوریتم ژنتیک
مسعود قاسم نژاد مقدم : دانشجوی کارشناسی ارشد، گروه فنی مهندسی ، واحد تبریز، دانشگاه آزاد اسلامی، تبریز، ایران – Masoudmsm110@yahoo.com
رضا حسن نژاد قدیم : استادیار، دانشگاه تبریز، دانشکده فنی مهندسی مکانیک، تبریز، ایران – rhassannejad@gmail.com
مقاله حاضر در سومین کنفرانس بینالمللی پژوهش در مهندسی, علوم و تکنولوژی در باتومی گرجستان و در تاریخ 16 خرداد 1395 ارائه شده است.
چکیده
امروزه با توجه به گسترش روز افزون استفاده از گاز طبیعی در دنیا، سرمایه گذاری در بخش شبکه های گاز اهمیت به خصوصی یافته است طراحی خطوط لوله با در نظر گرفتن انواع فاکتورها و شرایط محیطی موجود، و همچنین استانداردهای قانونی هر کشور دارای پیچیدگی خاصی بوده و بایستی اثرات آنها در نظر گرفته شود و راه حل بهینه ای جهت فائق آمدن بر مشکلات پیدا گردد که کاری بسیار طاقت فرسا و مشکل میباشد. از همه مهمتر عوامل اقتصادی دخیل در آن مانند هزینه های اجرا، سایزینگ مناسب، فرمول ها و محاسبات مربوط به طراحی، استانداردها، محلهای مصرف و فواصل آنها، طراحی ایمن شبکه کاری بسیار مشکل میباشد. استفاده از روشهای معمولی و سنتی طراحی خطوط لوله گاز، باعث انتخاب مسیرهای طولانی و عبور از نواحی غیر مجاز به دو چندان شدن هزینه های مالی و زمانی دامن زده است.
کمینه سازی هزینه های گازرسانی با انتخاب مسیر مناسب و قطر مناسب لوله و با در نظر گرفتن محدودیت های عدم افت فشار در شبکه و حجم جریان انتقالی گاز، یکی از چالش های مهم در صنعت گاز میباشد که میتواند بصورت یک مساله بهینه سازی فرموله شود. بنابراین نیاز به یک روشی که بتواند تمام موارد ذکر شده را در نظر بگیرد بطور کلی احساس میشود. در این مقاله با استفاده از مفهوم شبکه (گراف)، مدل ریاضی برای شبکه انتقال گاز طوری طراحی خواهیم کرد که اولاً بهترین مسیر برای انتقال گاز از نظر فاصله انتخاب شود ثانیاً در مسیرهای انتخاب شده از لوله های پلی اتیلن موجود طوری استفاده خواهیم نمود که با رعایت استانداردهای موجود و تامین نیازهای منطقه تحت پوشش، هزینه استفاده از لوله های مذکور کمینه گردد. پس از طراحی مدل ریاضی، مساله را با الگوریتم ژنتیک نیز حل خواهیم نمود.
مقدمه
همراه با پیشرفت صنایع مختلف، صنعت گاز نیز پیشرفت کرده است و خطوط لوله گاز طبیعی بزرگ و پیچیده شده اند. به همین دلیل اهمیت بهینه کردن عملیات و برنامه ریزی این تسهیلات افزایش یافته است. هزینه سرمایه گذاری و مخارج عملیاتی شبکه انتقال خطوط گاز طبیعی بسیار زیاد میباشد بنابراین بهبود کوچکی در سیستم های بهره برداری موجب صرفه جویی زیادی میگردد. خدمات صنعت گاز شامل تولید، انتقال و فروش گاز میباشد که این تحقیق در خصوص عملیات انتقال گاز صورت گرفته است. مفهوم انتقال گاز حرکت دادن حجم زیاد و مشخصی از گاز با فشار خاص به منظور تامین نیاز مناطق خاصی در مسافت های زیاد از منابع تا مراکز مصرف میباشد. گاز طبیعی به وسیله فشار در سیستم شبکه خطوط لوله منتقل میشود. وقتی گاز در شبکه جریان مییابد بخشی از انرژی و فشار خود را از طریق اصطکاک گاز و جداره داخلی لوله و انتقال حرارت گاز و محیط اطرافش از دست میدهد. فشار (انرژی) از دست رفته گاز معمولاً بصورت دورهای توسط ایستگاه های کمپرسوری که در شبکه انتقال تعبیه میگردد، جبران میشود. در شبکه های انتقال گاز یکی از عمده ترین هزینه عملیاتی سیستم، هزینه لوله پلی اتیلن انتقالی گاز میباشد هزینه انتقال با انتخاب کوتاه ترین مسیر و سایز لوله های پلی اتیلن استفاده شده در شبکه میتواند بطور قابل توجهی هزینه های مربوطه را کاهش دهد. در این قسمت تحقیق مروری بر تحقیقات انجام شده می پردازیم.
(هاشمی و همکاران، 1393 ) اقدام به طراحی شبکه های گاز رسانی با استفاده از الگوریتم استعماری پرداخته اند که در آن در مرحله نخست یک ترکیب جدید الگوریتم رقابت استعماری با استفاده از عملگر جهش مبتنی برتئوری موجک ارائه شده است.
تئوری موجک برای افزایش بیشتر کارایی جستجو در فضای راه حل و ارائه یک راه حل بهتر به فاز انقلاب الگوریتم رقابت استعماری اولیه اضافه شده و نتایج حاصل از این بهبود با ICA اصلی، ICA متعامد و ICA آشوب مقایسه شده است. (فرداد وهمکارانش، 1388 ) اقدام به طراحی شبکه های گاز با استفاده از الگوریتم ژنتیک نموده و در روش مذکور اقتصادی ترین طراحی شبکه، از جمله اندازه خطوط لوله و مکان و توان ایستگاههای تقویت فشار مورد بررسی قرار گرفت.
(فنایی و همکاران، 1383) به شبیه سازی دینامیکی خطوط لوله انتقال گاز در جهت انجام عملیات گاز رسانی به چهار منطقه در کشور به دو صورت پایا و دینامیکی پرداختند. درشبیه سازی صورت گرفته، خط لوله اصلی انتقال گاز از پالایشگاه خانگیران تا ایستگاه تقویت فشار را مسیر بطول 1065 کیلومتر همراه با ایستگاههای تقویت فشار موجود در مسیر رضوی، فاروج، قلعه جیق، نکا درنظرگرفته شده است. همچنین از مقادیر متوسط مصرف شهرهای موجود در مسیر انتقال مربوط به زمستان 1385درشبیه سازی استفاده شده است. ( قلیزاده و همکارانش، 1383 ) به ارائه روشی نوین در جایابی بهینه پست های توزیع به روش الگوریتم ژنتیک پرداختند در این پروژه روشی نوین در جایابی بهینه پست های توزیع بر پایه الگوریتم ژنتیک ارائه شده است. در این روش محل و ظرفیت بهینه پست های توزیع و حوزه تغذیه بهینه آنها با در نظر گرفتن حداقل تلفات و ملاحظات اقتصادی تعیین گردید. (مقدم و مستقیمی، 1375 )به تحقیق درباره آرایش مجدد شبکه های توزیع بوسیله الگوریتم ژنتیک به منظور کمینه کردن یک تابع هزینه مشخص روی آن پرداختند.
روش بهینه سازی الگوریتم ژنتیک درسال 1985 توسط گلدبرگ معرفی گردید (گلدبرگ، 1985 ). (لتنیوفسکی، 1993 ) به مدلسازی ایستگاه تقویت فشار در شبکه انتقال گاز پرداخت. (محیط پور، 1996 ) ازشبیه سازی پویا برای طراحی و بهینه سازی سیستم خطوط لوله انتقال استفاده کرد. (ریوزمرکادو، 2001 ) تکنیک کاهشی برای مسائل بهینه سازی شبکه های انتقال گازطبیعی ارائه شد که در آن موارد نرخ جریان درهرآرک (قطعات خط لوله) و میزان فشار در هرگره ازخط لوله مورد بررسی قرار گرفتند. (چاپمن وع باسپور ، 2005 ) بهینه سازی عملکرد ایستگاهها را در شرایط غیر هم دما و ناپایا، بوسیله روش برنامه ریزی غیرخطی را مورد مطالعه قراردادند . هدف آنها مینیمم کردن هزینه های شبکه طراحی بوده است.
هدف این مقاله بررسی مسیرهای ممکن برای انتقال گاز با استفاده از مفهوم گراف به منظور پیدا کردن بهترین مسیر جهت انتقال از نظر مسافت و همچنین بهترین لوله پلی اتیلن ( از نظر قطر و سایز آن) به منظور تامین نیازهای منطقه پوششی مورد نظر با در نظر گرفتن استاندارهای ملی خواهد بود. مدل ارائه شده با الگوریتم ژنتیک نیز حل خواهد شد.
متن کامل مقاله طراحی بهینه شبکه های توزیع پلی اتیلن در صنایع گاز با استفاده از الگوریتم ژنتیک را از پایگاه سیویلیکا دانلود نمائید
خلاصه عناوین مقاله
– کنترل محدودیتهای فشار و سرعت گاز در لوله های پلی اتیلن
– تجزیه و تحلیل مدل ریاضی
– حل مدل ریاضی با الگوریتم ژنتیک
– ایجاد جمعیت اولیه
– مکانیزم نمونهگیری
– روش تورنامنت
– روش چرخ رولت
– عملگرهای ژنتیکی
– عملگر جهش
– انتخاب براساس بهترینها
– استراتژی برخورد با محدودیتها
– معیار توقف الگوریتم
– حل مثال عددی ( مطالعه موردی شهرک سهند تبریز استان آذربایجان شرقی )
– نتایج تحقیق
– منابع
نتایج تحقیق
در این مقاله، از روش برنامه ریزی عدد صحیح مختلط برای مدلسازی مساله گازرسانی استفاده کرده ایم. با استفاده از مدل ریاضی مذکور بهترین مسیر از نظر مسافت برای عملیات گاز رسانی انتخاب میشود. در این مدل ریاضی تمام استاندارهای شرکت ملی گاز ایران رعایت میگردد. در طراحی مدل برخی از نقاط تقاضا علاوه براینکه خود دارای تقاضای معینی هستند خود نیز به عنوان نقطه پخش به نقاط مجاور مورد استفاده قرار گرفته است. به دلیل اینکه مدل ریاضی مذکور غیر خطی و پیچیدگی آن بیش از حد میباشد نرم افزارهای بهینه سازی مثل لینگو قادر به حل آن نمیباشند) مدل غیر خطی بوده و در حل آن به نرم افزارهای بهینه سازی حل بهینه به دلیل اینکه مساله در بهینه موضعی گیر میکند بدست نخواهد آمد(. لذا برای این منظور از الگوریتم ژنتیک استفاده نموده ایم.
جهت حل مدل ریاضی با الگوریتم ژنتیک بایستی مدل از فضای فنوتیپ به فضای ژنوتیپ انتقال داده شود. لذا بدین منظور قالب مدل ریاضی را در قالب الگوریتم ژنتیک بازنویسی کردیم و مراحل طراحی کروموزم و حل را به تفصیل مورد تحلیل قرار دادیم. در عملیات انتقال گازرسانی میتوان دادههای اولیه را به مدل ریاضی و نرم افزار طراحی شده در چارچوب الگوریتم وارد کرد سپس بهترین مسیر عملیات انتقال گاز و نوع لوله های مورد استفاده در مسیرها، فشار و سرعت متوسط و همچنین هزینه عملیات گاز رسانی را مشاهده نمود.
بنابراین یافتههای تحقیق را بطور خلاصه بصورت زیر بیان می کنیم:
1. ارائه مدل ریاضی با استفاده از روش برنامهریزی عدد صحیح مختلط
2. ارائه شبکه گازرسانی با بهترین مسیر از نظر اقتصادی
3. پیش بینی هزینه عملیات گازرسانی با استفاده از این روش
4. امکان شناسایی گلوگاههای شبکه گازرسانی
5. مقدار مورد نیاز از هر نوع لوله جهت انجام عملیات گازرسانی
6. شناسایی محل تامین تقاضای هر نقطه از بین نقطههای مجاور
7. و مهمتر اینکه میتوان با این روش، امکان سنجی عملیات گازرسانی را قبل از انجام آن بخوبی انجام داد.
ارائه راهکارهای عملی جهت کاهش فولینگ راکتور دوم واحد پلی اتیلن سنگین پتروشیمی شازند در تولید گرید لوله
فرهاد نظری : کارشناسی ارشد مهندسی پلیمر ، رئیس واحد پلی اتیلن سنگین پتروشیمی شازند؛ nazari.f@arpc.ir
پیام ملا عباسی : دکتری مهندسی پلیمر ، استاد یار دانشگاه آزاد اسلامی فراهان؛ payam.pm@gmail.com
تولید پلی اتیلن به عنوان یکی از پرمصرفترین پلیمرهای کشور ، طی فرایند فاز دوغابی در پتروشیمی هایی مانند پتروشیمی شازند برای برخی از گریدهای پر کاربرد مثل گرید لوله) EX3 -HM-5010T2N ( هنگام استفاده از کاتالیست زیگلر ناتا THT توام با مشکل فولینگ درون راکتور دوم است. هدف از این پژوهش انجام مطالعاتی به روی عوامل موثر بر شکل گیری و رشد فولینگ و بررسی ماهیت مولکولی فولینگ به کمک آزمایشات SEM ، GPC و MFI از پودر و کاتالیست می باشد و در ادامه سعی شده است تا راهکارهای مناسب عملیاتی برای کاهش سرعت و شدت فولینگ ارائه گردد . کلمات کلیدی : پتروشیمی شازند، پلی اتیلن سنگین، گرید لوله ، فولینگ، کاتالیست زیگلرناتا
1 – مقدمه
یکی از پرکاربرد ترین پلیمرها ، پلی اتیلن سنگین است که در تولید ظروف مواد غذایی ، پوشش سیم وکابل، لوله های انتقال آب و گاز و…مورد استفاده قرار میگیرد.این پلیمر به سه روش فرایند در فاز دوغابی)ساسپنشن(، فاز محلول و فاز گازی قابل تولید است. از میان فرایند های ذکر شده تکنولوژی دوغابی به علت محیط واکنش کاملا یکنواخت ، انتقال حرارت و دفع گرما ی آسانتر ، بازده بالای پلیمریزاسیون و هزینه تولید و دستگاهی کم ، پر کاربرد تر و فراگیرتر می باشد و در پتروشیمی هایی نظیر پتروشیمی شازند ،جم ، مارون، کرمانشاه و… از این روش برای تولید پلی اتیلن سنگین استفاده می شود. در این فرایند اتیلن در محیط هگزان و در حضور کاتالیست زیگلر ناتا پلیمره می شود. برای تنظیم طول پلیمر از هیدروژن و برای تنظیم دانسیته ی آن از 1 بوتن استفاده میگردد.
بزرگترین معضل در تکنولوژی دوغابی مسئله فولینگ است. فولینگ پدیده ای است که منجر به کاهش انتقال حرارت در راکتور دوم فرایند پلیمریزاسیون شده و نهایتا با افزایش دمای محیط واکنش و تغییر در مورفولوژی پودر منجر به توقف راکتور میگرددو.این اتفاق به طور معمول هر سه تا چهار ماه یکبار ممکن است رخ دهد. در این شرایط به منظور راه اندازی مجدد راکتور دوم باید روی آن عملیات پخت داغ انجام شودو. این عملیات با هزینه بالا، حدود 100 ساعت به طول می انجامد بنابراین کاهش تعداد دفعات فولینگ و به دنبال آن کاهش توقف واحد میتواند منجر به افزایش میزان تولید و سود دهی بیشتر واحد گردد.
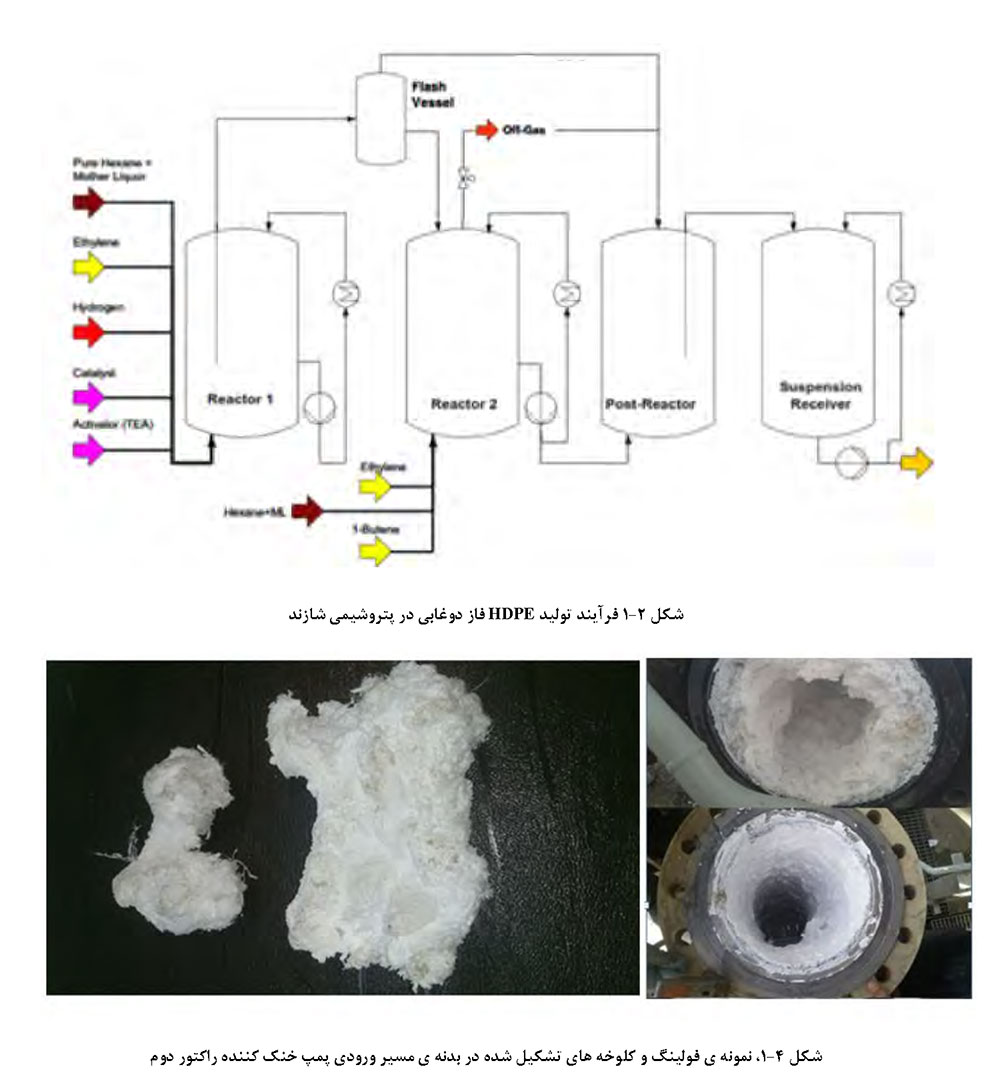
در این پروژه ابتدا توضیح مختصری در مورد فرایند دوغابی تولید HDPE در حضور کاتالیست زیگلر ناتا THT در شرکت پتروشیمی شازند بیان شده و سپس مطالعاتی به روی عوامل موثر بر شکل گیری و رشد فولینگ در راکتور دوم پلیمریزاسیون صورت گرفته و با شناسایی ماهیت فولینگ به کمک آزمایشات SEM ، GPC و MFI سعی شده است تا راهکارهای مناسب عملیاتی برای فرایند تولید در بخش راکتورها ارائه گردد بقسمی که بتوان از آن در کلیه واحدهای عملیاتی فاز دوغابی تولید پلی اتیلن سنگین در ایران استفاده کرد و با کاهش سرعت و شدت فولینگ میزان توقف تولید در سال را به حداقل رساند .
فرایند تولید پلی اتیلن سنگین ) – HDPE (در پتروشیمی شازند
دانش فنی واحد پلی اتیلن سنگین شرکت پتروشیمی شازند از شرکت هوخست آلمان خریداری شده و در سال 1371 به بهره برداری رسیده است. به منظور افزایش و تنوع تولید در سال 1386 تغییراتی در غالب طرح توسعه در واحد ایجاد شد و هم اکنون واحد قابلیت تولید ton/hr 11 پلی اتیلن سنگین در 23 گرید را دارا می باشد .
خوراک این واحد شامل اتیلن به عنوان مونومر، 1 بوتن یا – پروپیلن به عنوان کومونومر و هیدروژن به عنوان اختتام دهنده پلیمریزاسیون است. پلیمریزاسیون در فاز دوغابی با رقیق کننده هگزان به وسیله کاتالیست زیگلر ناتا و فعال کننده تری اتیل – آلومینیوم ) TEAL ( انجام می شود. محصول نهایی HDPE است که به صورت دانه بسته بندی شده و میتواند در مصارف تزریقی) I1-I4 ،) بادی) BL1-BL6 ( و اکستروژن) EX1-EX5 ( مورد استفاده قرار گیرد. غلظت و نوع کاتالیست ) THS,THB, THE و THT (، غلظت و نوع کومونومر، میزان هیدروژن و نوع فرآیند )موازی 1K یا سری 2K ( تعیین کننده گرید مورد نظر می باشد. برای تولید گرید لوله ) EX3 -HM-5010T2N ( که فولینگ آن در این پروژه مورد مطالعه قرار گرفته است از آرایش سری راکتورها ( 2K ( مطابق شکل 1 – 2 و کاتالیست HTT استفاده میشود . در این آرایش اتیلن، هیدروژن، کاتالیست، رقیق کننده بازیافتی فاقد 1 بوتن – همراه با ترکیبی از هگزان و فعال کننده به راکتور اول و اتیلن، کومونومر و رقیق کننده بازیافتی حاوی 1 بوتن به راکتور دوم تزریق – می گردد به عبارت دیگر در راکتور اول فرایند هموپلیمریزاسیون صورت میگیرد و از هیدروژن به منظور کنترل طول زنجیره پلیمری، که شاخص بیان کننده آن MFI است، استفاده میشود اما در راکتور دوم در حضور 1 بوتن فرایند کوپلیمریزاسیون رخ داده و با شاخه دار – شدن پلیمر در حضور یک α الفین دانسیته آن تنظیم – میگردد. لازم به ذکر است که این حضور α الفین در ساختار پلیمر -منجر به تغییر برخی خواص فیزیکی پلیمر میگردد که از آنجمله میتوان به افزایش جرم مولکولی و کاهش دمای انتقال شیشه ای ( Tg ( اشاره کرد البته خود این α الفین میتواند به تنهایی تولید رشته های پلیمری با جرم مولکولی پایین را نماید که در واحد معروف به واکس بوده و پایه اولیه تشکیل فولینگ در راکتور دوم را تشکیل میدهد .
همچنین فرایند پلیمریزاسیون فرایندی گرمازاست که در راکتورهای همزن دار ) CSTR ( صورت میگرد و به منظور دفع حرارت از محیط واکنش هم از آب سردی که در ژاکت راکتور جریان دارد و هم از مسیر پمپ خنک کننده استفاده میشود.
فولینگ و نحوه شکل گیری آن
تولید پلی اتیلن در محدوده معینی از جرم مولکولی به عنوان محصول پلی اتیلن در گرید لوله مد نظر ماست. زنجیرهایی با جرم مولکولی پایین معروف به واکس بوده و محصولات کم ارزشی به حساب می آیند.این زنجیره ها که در راکتور دوم و از کومونومر بوتن- 1 تشکیل میشوند، غالبا تحت تاثیر خواص کاتالیست مصرفی واحد تولید می گردند . از میان خواص کاتالیست ، فعالیت کاتالیست و اندازه اولیه ذرات آن بیش از سایر خواص مورد توجه و مطالعه قرار گرفته است و از مهمترین مطالعات در این مورد میتوان به تحقیق شرکت بازل در سالهای 1995 تا 1997 اشاره کرد که باعث ارتقای نسل کاتالیست زیگلر ناتا از THB به THT شد . در حال حاضر ساخت کاتالیست مصرفی واحد THT مطابق دستورالعمل اجرایی ساخت کاتالیست شرکت بازل صورت میگیرد. مسلم است که دقت هرچه بیشتر در مراحل ساخت کاتالیست میتواند در بهبود خواص پلیمر تولیدی و کاهش فولینگ موثر باشد.
به عنوان مثال اگر دور همزن ظرف تهیه کاتالیست بیشتر از عدد مطرح شده در دستورالعمل اجرایی باشد این امر منجر به تولید ذرات ریز کاتالیست میگردد. کاتالیست با اندازه ذرات ریز منجر به تولید پودر ریز پلیمر درون راکتور میگردد.
همان گونه که قبلا اشاره شد واکنش پلیمریزاسیون گرمازاست و گاهی ممکن است ذرات پلیمر تولیدی بر اثر گرادیان دمای شکل گرفته درون راکتور به سمت سطوح سرد حرکت کنند در این بین ذرات پلیمری ریزتر با سرعت و شدت بیشتری تحت تاثیر این گرادیان به سطوح سرد مانند دیواره راکتور و مسیر پمپ خنک کننده و مبدل آن نزدیک میشوند و به علت سرعت پایین ساسپنشن در نزدیکی دیواره توقف می نمایند و ابتدا زنجیره های کوتاه پلیمری به علت سبک بودن و سپس زنجیره های بلند با Tg پایین به دیواره میچسبند و بازگشت این ذرات ریز به داخل سوسپانسیون به ندرت رخ میدهد در نتیجه ذرات نشست شده روی سطح تجمع می کنند. این تجمع ممکن است منجر به شکل گیری نقاط داغ روی سطح و در نتیجه تغییر در فعالیت کاتالیست با افزایش دما شود که این امر میتواند باعث رشد بی رویه زنجیرهای پلیمر و تولید زنجیره های با جرم مولکولی بالا گردد . اگر این زنجیره های تولیدی جرم مولکولی بالا را داشته باشند در واقع همان مولکولهای پلیمری هستند که به عنوان مولکولهای شکل دهنده فولینگ شناخته میشوند . تجمع این لایه پلیمری روی بدنه ی داخلی راکتور می تواند موجب کاهش کارایی ژاکت در کنترل دمای فرایند شود. همچنین شکل گیری این تجمع پلیمری روی مسیر های ورودی و خروجی پمپ خنک کننده و مبدل آن موجب کاهش قطر مسیر مبدل و پمپ شده و نهایتا با کاهش دبی پمپ و قدرت خنک کنندگی مبدل منجر به افزایش دمای محیط واکنش میگردد . البته گاهی نیز ممکن است تنش های موجود بین سوسپانسیونو دیواره موجب شود مقداری از پلیمرهای تجمع یافته کنده شده و وارد محیط واکنش گردند، این قطعات پلیمری که اصطلاحا کلوخه گفته میشوند می توانند با ورود به چشمه ی پمپ خنک کننده باعث افت آمپر پمپ و ایجاد مشکل در چرخه خنک کنندگی راکتور شوند .در بدترین حالت ممکن است این تجمع پلیمری روی سطوح ترمومترهای گزارشگر دمای درون راکتور رخ دهد که در این صورت میتواند با به اشتباه انداختن پرسنل در کنترل دما موجب رشد شدید فولینگ و از کنترل خارج شدن آن گردد .در بعضی مواقع نیز اگر لایه پلیمری زیاد رشد کند و یا روی بفلهای راکتور شکل گیرد میتواند با ایجاد مشکل برای همزن راکتور از اختلاط خوب و به دنبال آن همدما شدن محیط واکنش جلوگیری کند که این امر نیز به نوبه ی خود میتواند با بالا بردن دمای محیط واکنش شدت فولینگ را افزایش دهد
مواد و وسایل آزمایش
برای اطمینان از وضعیت مولکولی پلیمر شکل دهنده فولینگ و میانگین اندازه ذرات کاتالیست نمونه ای از این پلیمرمطابق شکل 4 – 1 ، از بدنه ی مسیر ورودی ساسپنشن به پمپ خنک کننده راکتور دوم به کمک جت آب جدا شده و مورد آزمایش GPC ، MFI قرار گرفت و همچنین نمونه ای از کاتالیست جهت تست SEM گرفته شد و نتایج در ادامه آورده شده است.
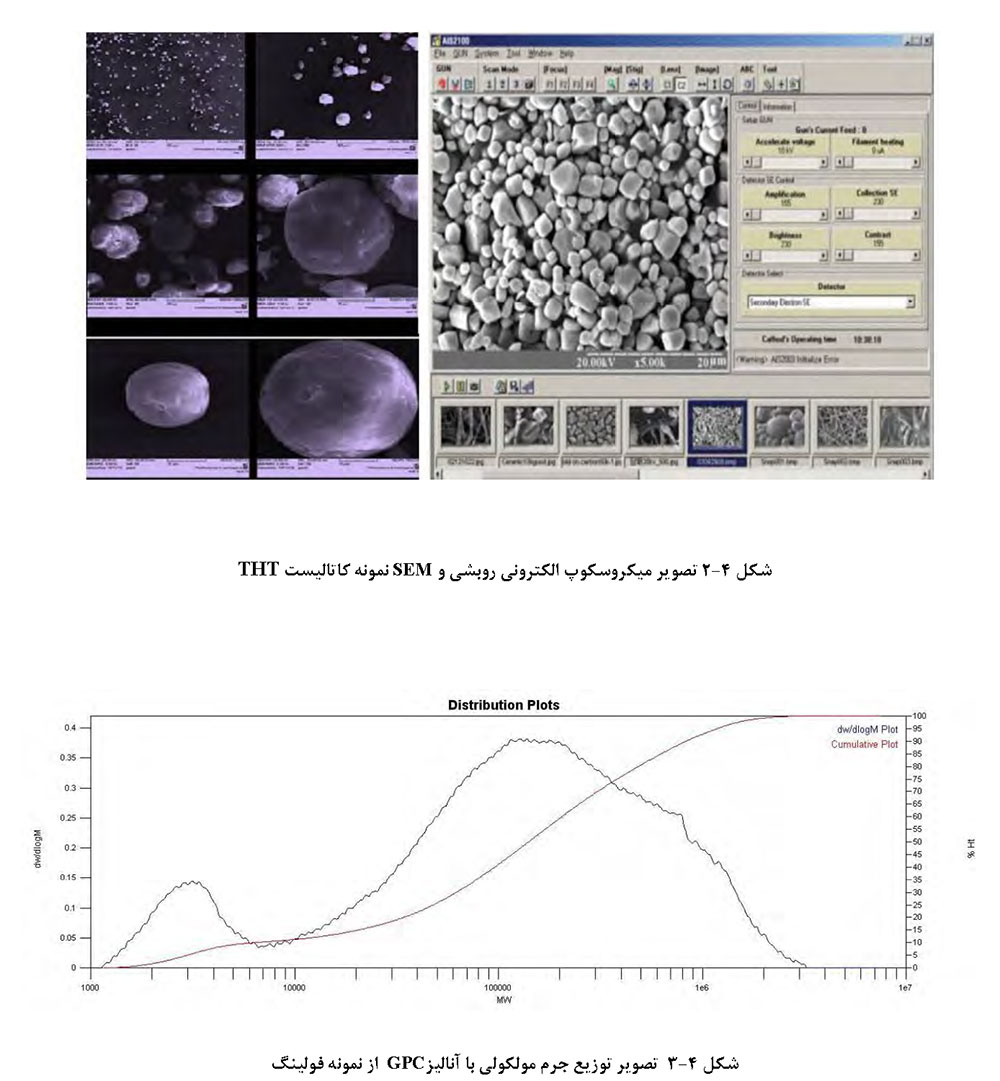
4-1 آزمایش SEM– جهت تهیه تصویر الکترونی از دستگاه با مدل AIS2100 ساخت کشور کره جنوبی دارای بزرگنمایی 15 تا 300000 برابر و قدرت تفکیک nm 5 / 3 مورد استفاده قرار داده شد. آنالیزهای گرفته شده با استفاده از دستگاه میکروسکوپ الکترونی روبشی برای نمونه مورد نظر در ادامه آورده شده است.
همانگونه که شکل 4 – 2 نشان میدهد توزیع انداره ذرات کاتالیست نمونه،یکسان نیست به عبارت دیگر بخش زیادی از ذرات کاتالیست اندازه هایی متفاوت از میزان نرمال دارند و میتوانند زنجیره هایی متفاوت در اندازه و جرم مولکولی تولید کنند و در واقع بیانگر این نکته است که پتانسیل تولید فولینگ هرچند در این نسل کاتالیست نسبت به نسل قبلی آن کاهش یافته ولی همچنان وجود دارد.
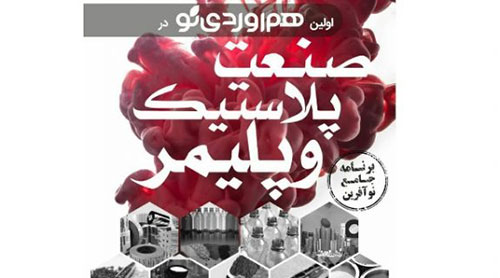
4-2 آزمایش GPC– جهت انجام آنالیز کروماتوگرافی ژل تراوایی از دستگاه با مدل waters GPC 2000 ساخت شرکت Perkin Elmer آمریکا با استفاده از نرم افزار Breeze استفاده شد. آنالیزهای گرفته شده با استفاده از دستگاه کروماتوگرافی ژل تراوایی برای نمونه مورد نظر در ادامه آورده شده است.
با توجه به شکل 4 – 3 بخوبی مشخص است که نمونه فولینگ دارای توزیع جرم مولکولی دو قله ای بوده و قله اول آن مربوط به پایه اولیه تشکیل فولینگ یا همان واکس میباشد که فراوانی زیادی ندارد و قله دوم مربوط به جرم مولکولی بسیار بالاست که فراوانی نسبتا بالایی هم دارد و نشان از رشد بی رویه زنجیره پلیمری و فراوانی بالای آن در نمونه فولینگ میباشد.
4-3 آزمایش MFI– جهت اندازه گیری شاخص جریان مذاب از دستگاه با مدل MF4452 ساخت کشور آلمان دارای روزنه ی ثابت و استاندارد با طول mm 8 میلی متر و قطر mm 2.09 در دمای 190 درجه سانتی گراد و تحت وزنه ای به جرم gr 21.6 استفاده شد. عدد MFI نمونه مورد نظر در حدود ) min10(gr/ 1.7= 21.6MFI گزارش شد این در حالی است که عدد MFI پلیمر راکتور دوم باید در حدود )min10(gr/ 21-19= 21.6MFI باشد به عبارت دیگر کاهش عدد MFI بیانگر این مطلب است که طول رشته پلیمر به شدت افزایش یافته است .
راهکارهای عملی جهت کاهش فولینگ
5-1 گرفتن تست ته نشینی از کاتالیست -همانگونه که در قبل اشاره شد یکی از دلایل اصلی شکل گیری فولینگ وجود ذرات ریز کاتالیست می باشد.کاتالیست تهیه شده در واحد قطعا دارای ذرات ریز است و مقدار این ذرات در انتهای بچ مصرفی به دلیل هم خوردن زیاد کاتالیست در ظروف ذخیره ی میتواند افزایش یابد به طوری که ته مانده کاتالیست مصرفی میتواند دارای مقدار زیادی ذرات ریز باشد.برای تحقیق در این مورد میتوان از تست ته نشینی ذرات کاتالیست استفاده کرد. برای نمونه نتایج این تست در مورد کاتالیست مصرفی واحد در ابتدای مصرف نمودار 5 – 1 الف و – کاتالیست ته مانده ظروف ذخیره نمودار 5 – 1 ب آورده شده است.
همان گونه که مشاهده میشود هر دو نمونه کاتالیست دارای یک تابع هموگرافیک هستند با این تفاوت که شیب نمودار مربوط به کاتالیست ته مانده ظروف ذخیره کندتر از کاتالیست در ابتدای مصرف می باشد به عبارت دیگر نمونه کاتالیست ته مانده ظروف ذخیره دارای ذرات ریز بیشتری است که برای ته نشینی نیاز به زمان بیشتری دارند.بنابراین استفاده ته مانده کاتالیست که باعث تولید پودر ریزشده و موجبات فولینگ را فراهم می کند اکیدا خودداری کرده و حتی ته مانده کاتالیست قبل را نباید با کاتالیست جدید مخلوط نماییم.
همچنین این تست را میتوان برای کاتالیست تولیدی قبل از مصرف نیز انجام داد و نتایج آن را با کاتالیست نرمال مقایسه کرد. چنانچه به هر دلیلی تست ته نشینی کاتالیست مناسب نبود کاتالیست دورریز شده و مورد استفاده قرار نگیرد.
5 – 2 افزایش طول ترمومترها -در راکتور دوم سه ترمومتر وجود دارد که در بالا، مرکز و پایین راکتور قرار دارند. همان گونه که قبلا اشاره شد تجمع لایه های پلیمر روی این ترمومتر ها میتواند با به اشتباه انداختن پرسنل در کنترل دما موجب افزایش دمای راکتور و رشد شدید فولینگ گردد. جهت رفع این مشکل، افزایش طول ترمومترها در دستور کار واحد قرار گرفت، و هر سه ترمومتر به میزان cm 15 طولشان اضافه گردید.که در نتیجه این امر دماهای راکتور با تاخیر بسیار زیادی نسبت به شروع فولینگ کاذب شدند و تا حدودی با گزارش دقیق تر دمای راکتور به کند شدن روند فولینگ کمک کردند.
5-3 عدم استفاده از کولر مسیر ورودی پمپ -همانگونه که در قبل اشاره شد استفاده از این کولر میتواند موجب شکل گیری لایه های فولینگ روی دیواره مسیر شود اما آنچه که این امر را تشدید میکند پایین تر بودن سرعت حرکت به دلیل بودن در مسیر ورودی پمپ است . بنابراین توصیه میشود به هیچ وجه از کولر موجود در مسیر ورودی استفاده نگردد.
5-4 احیای مداوم تاورهای جذب -وجود ناخالصی در مواد اولیه واحد به خصوص خوراک گازی شامل هیدروژن و اتیلن سهم بسزایی در تشکیل و رشد فولینگ دارد. سمومی مانند CO و 2CO به شدت کیفیت پودر تولیدی را تحت تاثیر قرار داده و در کمتر از یک روز می توانند واحد را متحمل توقف و تمیزکاری کند.
در سال 1394 واحدهای HDPE اراک، کرمانشاه و مارون بدلیل وجود ترکیب ناشناخته ای که بصورت ناخواسته از کارخانه های تولید هگزان وارد مجموعه پلیمریزاسیون گردید و موجبات کاهش چشمگیر مصرف تیل و کاتالیست و افزایش اکتیویته سیستم به طرز عجیبی شد، دچار فولینگ زودرس کمتر از یک ماه شدند.پس از بررسی فراوان مشخص گردید که احیاء تاورهای جذب که بخشی از قسمت تقطیر هگزان می باشند باید بطور متناوب و مکرر صورت پذیرد. این کار موجب شد تا بعد از احیاء ، کار جذب ناخالصی های ناشناخته به خوبی انجام و کیفیت حلال هگزان مطلوب گردد به قسمی که به مرور زمان مصرف تیل و کاتالیست به مقدار بهینه و اکتیویته سیستم نیز از مقدار بالای خود به مقدار نرمال کاهش یافت.
5-5 ایجاد اختلاط خوب در راکتور – عدم اختلاط خوب درون راکتورهای پلیمریزاسیون میتواند به عنوان یکی از عوامل تشدید کننده فولینگ عمل نماید. طراح در طرح پلیمر کرمانشاه دو پره ی پایینی همزن را تغییر داده و همچنین ورودی مبدل خنک کننده را بجای عمود بودن بر عدسی راکتور، با زاویه به راکتور وارد نموده است که به اختلاط بهتر کمک کند. به عنوان پیشنهاد میتوان با ایجاد این دو تغییر در راکتورهای پلیمریزاسیون واحدهایی همچون پلیمر شازند و… تا حدودی به کاهش فولینگ کمک کرد.
نتیجه گیری
انجام آنالیزهای گوناگون شامل GPC و MFI روی نمونه فولینگ راکتور دوم تولید پلی اتیلن سنگین در پتروشیمی شازند، نشان داد که موکولهای پلیمر به علت رشد بی رویه تبدیل به مولکولهای بزرگی شده اند که تجمع آنها در نقاط مختلف درون راکتور میتواند موجب فولینگ شود. مطابق مطالعات انجام شده و نتایج حاصل از تست SEM هسته اولیه فولینگ تحت تاثیر ذرات ریز کاتالیست در حضور بوتن- 1 شکل میگیرد که انجام تست ته نشینی و دوریز کردن کاتالیست ریز مطابق آنچه که گفته شد میتواند تا حدودی از شدت فولینگ بکاهد. همچنین کارهایی نظیر افزایش طول ترمومترها راکتور و عدم استفاده از کولر مسیر ورودی پمپ نیز میتواند تا حدودی از شکل گیری و پیشرفت فولینگ جلوگیری کند. اما موثر ترین روش به منظور جلوگیری از فولینگ دفع ناخالصی های ناشناخته به کمک تاورهای جذب در صورت مشاهده افزایش اکتیویته ی سیستم به شکل نا معقول است. لازم به ذکر است که انجام کارهای ذکر شده در پتروشیمی ها ی اراک و کرمانشاه تاثیر زیادی در به تاخیر انداختن فولینگ داشته است و میتواند قابل استفاده در سایر واحدهای تولید پلی اتیلن در فاز دوغابی نیز باشد
مراجع
[1] “Arak petrochemical plant document”. Chapter 1,2,3. sept.2000
[2] “Kermanshah petrochemical plant document”. Chapter 1,2,3. sept2002. 9.
[3] “ILam petrochemical plant document”. sept2002. 8.
[4] Galimberti, M., “Process for preparating on ethylene copolymer”, US patent, 5565 (1996) 533.
[5] Benham, E., A, “Ethylene polymerization processes and products Tthereof”, US patent, 5866 (1999) 661.
[6] Nu, Q., H. Wang, Sh. Lin, “gas phase versus copolymerization of ethylene with 1-buten over MgCl2-supported Titanium catalysts after prepolymerization macromolecular chemesrty and physic”, 197 (1996) 155-163.
[7] “Bassel documents in Shazand HDPE Plant”. polymerization, 1993. 2.
[8] Hoff, G.R., “Increasing the particle size of as formed polyethylene or ethylene copolymer”, US patent, (1977) 4039.
[9] Hutchinson, R., A, C.M ,Chem, W,H. Ray, “polymerization of olefine through heterogeneouse catalyst X: modeling of particle growth and morphology”, applide polymer science, 44 (1994) 1389-1414.
[10] Gotoh. K., H.M., “powder technology handbook”. 1997.
[11] Jones. E, W.J., “Polymerization process”, US patent, (1977) 4012574.
[12] Pandya, M. and K. Lata, “Low‐pressure polymerization of ethylene. II”, Journal of applied polymer science, 43 (1991) 637-642.
[13] Daire, E., “GAS phase olefine polymerization process”. US patent, 5283 (1994) 278.
[14] Vidal, A., “PROCESS FOR THE PREPARATION OF POLYETHYLENE COPOLYMERS”. US patent, 5504 (1996) 167.
مرکز پژوهشهای صنعتی و معدنی پتروگس , info@iranoilconf.com
وی با بیان اینکه که هدف از برگزاری این فستیوال ها انعقاد قراردادهایی مبنی بر تولید انبوه طرح های مخترعان است، خاطرنشان کرد: در این فستیوال ها اختراعاتی از سوی محققان ارائه و معرفی می شوند تا زمینه تعامل با سرمایه گذاران علاقمند ایجاد شود در صورت حصول توافق و انجام معامله از طریق بازار دارایی فکری، حمایتهای مادی و معنوی معاونت علمی و فناوری ریاست جمهوری در قالب ارائه تسهیلات وجود خواهد داشت.
علی اکبریان خاطر نشان کرد: این تسهیلات شامل «تسهیلات تکمیل مستندات نوآوریها برای ارائه به سرمایه گذاران (ارزیابی فنی اختراع و تهیه BP خلاصه)»، «تسهیلات خرید/ سرمایهگذاری در نوآوریها برای سرمایهگذاران و صنعتگران؛ تسهیلات به میزان ۶۰ درصد قیمت معامله (اعم از خرید قطعی اختراع، لیسانس و یا سرمایهگذاری مشترک) و تا سقف ۵ میلیارد ریال به صورت تسهیلات قرضالحسنه» می شود.
دبیر شبکه فن بازار ملی ایران افزود: در این فستیوال ها ایده هایی که به ثبت اختراع رسیده اند در حضور سرمایه گذاران ارائه میشود تا ایده ها به محصول و ارائه خدمات تبدیل شوند.
ارائه ۳۰ اختراع با حضور سرمایه گذاران
وی با بیان اینکه تاکنون ۱۴ فستیوال برگزار شده است، عنوان کرد: در این فستیوال ها ۳۰ اختراع با حضور سرمایه گذاران ارائه شدند که بعد از بررسی هایی اقدامات برای انعقاد قرارداد فراهم می شود.
علی اکبریان با اشاره به میزان قراردادها مبنی بر تولید محصول گفت: تاکنون بالغ بر ۲۴ میلیارد تومان ارزش قراردادهای مخترعان با سرمایه گذاران طی این ۱۴ فستیوال بوده است که به صورت تحت لیسانس یا قرارداد مشترک منعقد شده اند.
وی در خصوص اولین هم آوردی نو در صنعت پلاستیک و پلیمر ادامه داد: این رویدادی که برگزار شد در خصوص صنعت پلاستیک و پلیمر بود که تفاوت آن با فستیوال های دیگر این است که ایده پردازان ایده هایی که هنوز به ثبت اختراع نرسیده اند را با تایید شبکه فن بازار با حضور سرمایه گذاران مربوط به همان حوزه، ارائه می کنند. امیدوار هستیم که در این رویداد هم مانند سایر فستیوال ها تفاهم نامه هایی مبنی بر تولید محصول منعقد شود.
در ابتدا، گوگل ترنسلیت تنها توانایی ترجمهی بین زبانهای انگلیسی و عربی را داشت؛ اما حال پس از گذر دوازده سال، این مترجم آنلاین بهصورت سالانه ۳۰ تریلیون جمله را به ۱۰۳ زبان مختلف، ترجمه میکند.
امروزه Google Translate به ابزاری مهم برای برقراری ارتباط بین زبانهای مختلف تبدیل شده است و عدهی کثیری از مردم در سراسر دنیا، از آن استفاده میکنند. اهالی مانتین ویو بهتازگی بهمنظور هرچه سادهتر شدن رابط کاربری این مترجم، آن را بازطراحی کردهاند.
ظاهر جدید گوگل ترنسلیت با تمامی سرویسهای گوگل همخوانی دارد؛ تایپوگرافی جدید این مترجم، باعث میشود تا جابهجایی بین بخشهای مختلف آن، سادهتر از قبل شود و کاربر احساس راحتی کند. مدتها است که به کاربران امکان آپلود اسناد برای ترجمه داده شده، اما در بهروزرسانی جدید گوگل ترنسلیت، انجام اینکار سادهتر از قبل شده و گزینهی مربوطه بهراحتی در دسترس قرار دارد.
تمامی گزینههای دیگر مربوط به گوگل ترنسلیت، همچنان در جای خود باقی ماندهاند؛ اما ظاهر و فونت جدیدی به خود گرفتهاند تا بیشتر از قبل با زبان طراحی جدید گوگل هماهنگ باشند.
در طراحی جدید، امکان ذخیره و سازماندهی ترجمههای مهمی که کاربر بهطور منظم از آنها استفاده میکند، سادهتر از قبل شده است. گوگل این امکان را برای کاربرانش فراهم کرده است تا به هر یک ترجمههای مهمشان، لیبل خاصی را اختصاص دهند تا از این طریق بتوانند عبارتهای مهمی را که بیشتر از آنها استفاده میکنند، همواره در دسترس خود داشته باشند. همین لیبلها را نیز میتوان به سادگی در گروههای مختلفی جای داد.
نسخهی تحت وب مترجم گوگل حالتی واکنشگرا به خود گرفته است و میتواند سریعا خود را با اندازهی نمایشگر، هماهنگ کند. تمامی اینها باعث میشوند که کاربر تجربهی جذابی را از نسخهی تحت وب گوگل ترنسلیت روی دستگاههای مختلف نظیر موبایل، تبلت یا کامپیوتر شخصی داشته باشد.
آمار و ارقام اخیر گوگل برای مترجم خود، نشان میدهد که این سرویس از محبوبیت بسیار بالایی بین مردم برخوردار است. بیشک یکی از اصلیترین دلایل استقبال بالای مردم از گوگل ترنسلیت، اضافه شدن ترجمههای آنلاین مبتنی بر هوش مصنوعی در سال ۲۰۱۶ بود که به دقت بیشتر در زمینهی ترجمه منتهی میشد، این ویژگی جالب اخیرا حتی برای نسخهی آفلاین هم در دسترس قرار گرفت.
گوگل از مدتها قبل تلاش میکند تا با بهرهگیری از اپلیکیشن Lens، قابلیتهای ترجمه را فراتر از متون ساده ببرد. لنز در واقع ویژگی جالب مبتنی بر واقعیت افزوده است که تصاویر و متون را تحلیل، شناسایی و ترجمه میکند. بهطور کلی، زبان طراحی متریال دیزاین گوگل، ظاهری تمیز و مدرن دارد و ناوبری را آسانتر میکند. مجهز کردن گوگل ترنسلیت به این زبان طراحی، جدیدترین اقدام گوگل برای بههمشبیهکردن سرویسهای مختلف است.
 Call Us : (+98 21) 88 20 20 60
Call Us : (+98 21) 88 20 20 60








 بر اثر زلزله")
 بر اثر زلزله")