پارس اتیلن کیش به کیفیت متعهد است
با پارس اتیلن کیش کیفیت را تجربه کنید
پارس اتیلن کیش تولید
کننده با کیفیت ترین لوله ،اتصالات ومنهول پلی اتیلن در ایران
شرکت پارس اتیلن کیش هیچ نماینده ای در سطح ایران ندارد و فروش لوله و اتصالات پلی
اتیلن از طریق دفتر مرکزی با ارائه گواهینامه معتبر انجام میپذیرد.
لوله های کاروگیت پارس اتیلن کیش، تحت لیسانس DROSSBACH آلمان تولید میگردد
از شرکت هایی خرید کنید که با کارکنان ,مشتریان و محیط زیست با احترام
رفتار میکنند
پارس اتیلن کیش نامی که می
شناسید و به آن اعتماد دارید
اروپائی ها هم پارس اتیلن
کیش میخرند
منتشر شده در اولین همایش ملی تخصصی گاز ایران در سال ۱۳۸۵ چکیده :
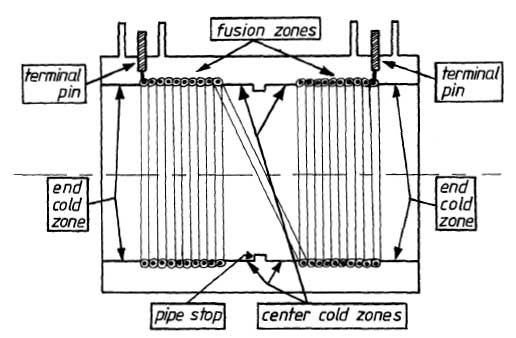
هنگامی که در درون لوله های پلی اتیلن الکتریسته ساکن ایجاد می شود این بار الکترواستاتیکی در روی دیواره داخلی لوله باقی می ماند و هر زمان که مسیری برای تخلیه از طریق متصل شدن به زمین پیدا کند بصورت جرقه خطرناکی تخلیه می شود. این تخلیه می تواند از طریق ابزار و ماشین آلات و یا بدن شخص انجام گیرد. الکتریسته ساکن ایجاد شده تا زمانی که تخلیه نشود در جداره داخلی لوله باقی می ماند حتی اگر جریان گاز متوقف گردد.
در این مقاله مکانیسم های مختلف تجمع بار ساکن در لوله های پلی اتیلنی و عوامل موثر بر آن مورد بررسی قرار می گیرد و راهکارهای مختلف برای کنترل این پدیده مانند روش استفاده از افزودنی ها، روش استفاده از پوشش های هادی و روش خنثی سازی بار الکتریکی جریان گاز مورد بررسی و تحلیل قرار می گیرد و جنبه های فنی و اقتصادی روش های مختلف نیز مقایسه می گردد. در بخش تجربی، نتایج آزمون های انجام گرفته بر روی نمونه های پلی اتیلن گرید لوله آنتی استاتیک ارائه می گردد. نمونه های تهیه شده، با حداقل افت در خواص دیگر، مقاومت سطحی در حد کمتر از〖10〗^(-1) ohm دارند.
لوله پلی اتیلن – انتقال گاز – الکتریسته ساکن
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه لوله های پلی اتیلن به علت داشتن ویژگی هایی نظیر فرآیندپذیری آسان، سهولت نصب و نگهداری، قیمت مناسب و وزن کم بصورت گسترده ای در شبکه های توزیع گاز مورد استفاده قرار گرفته و این ویژگی ها می توانند تداوم کاربرد آن را توجیه نمایند. با این وجود تجمع بارهای الکترواستاتیکی در جداره داخلی این نوع لوله خطراتی نظیر انفجار و آتش سوزی، سوراخ شدن لوله ها و افت فشار و در نتیجه خسارت جانی و مالی را با خود به همراه داشته است.
هنگامی که در درون لوله های پلی اتیلن الکتریسته ساکن ایجاد می شود این بار الکترواستاتیکی در روی دیواره داخلی لوله باقی می ماند و هر زمان که مسیری برای تخلیه از طریق متصل شدن به زمین پیدا کند بصورت جرقه خطرناکی تخلیه می شود این تخلیه می تواند از طریق ابزار و ماشین آلات و یا بدن شخص انجام گیرد. الکتریسیته ساکن ایجاد شده تا زمانی که تخلیه نشود در جداره داخلی لوله باقی می ماند حتی اگر جریان گاز متوقف گردد. تجمع الکتریسیته ساکن در دیواره داخلی لوله در چند حالت می تواند خطرناک باشد
– به هنگام بریدن قسمت معیوب خط لوله بوسیله اره یا کاتر، الکتریسیته ساکن از طریق این تجهیزات به زمین راه پیدا کرده و در محل تماس تیغه و کاتر و جداره داخلی لوله، جرقه ای ناشی از تخلیه ساکن بوجود آمده و موجب اشتعال مخلوط گازی می گردد.
– در اثر شکستگی اتفاقی لوله، گاز با سرعت زیادی از محل شکستگی خارج شده و بار الکترواستاتیکی زیادی در جداره داخلی لوله در محل خروج گاز بوجود می آید. افزایش بیش از حد بار الکترواستاتیکی امکان ایجاد جرقه در محل خروج گاز را میسر می سازد. این وضعیت در غیاب هر گونه ابزار و ماشین آلات ممکن است اتفاق بیافتد.
– هنگامی که میزان تجمع بار الکترواستاتیکی زیاد باشد به حدی که بتواند بر استحکام دی الکتریک لوله پلی اتیلن غلبه نماید، باعث ذوب شدن لوله و بوجود آمدن سوراخ های ریز(pinhole) در لوله می شود و تا زمانی که این الکتریسیته ساکن تخلیه نشود عمل سوراخ شدن لوله ادامه خواهد یافت. وجود این سوراخ های ریز باعث افت فشار در خط لوله، شکستگی لوله و … می شوند.
پدیده pinholing ایجاد شدن یک حفره در دیوار لوله بین قسمت درونی و بیرونی آن است. Pinholing میتواند ناشی از نقص مواد یا تخلیه الکترواستاتیک باشد. Pinholing الکترواستاتیکی هنگامی بوجود می آید که میزان ولتاژ بار الکترواستاتیکی از استحکام دی الکتریک مواد لوله بزرگتر باشد. بوجود آمدن یک قوس الکتریکی بین بارهای الکترواستاتیک و زمین باعث ذوب شدن ماده و ایجاد سوراخ می شود. ولتاژ مورد نیاز برای بوجود آمدن سوراخ در لوله علاوه بر استحکام دی الکتریک ماده لوله، به ضخامت لوله نیز بستگی دارد. هر چه ماده ضخیم تر باشد ولتاژهای بالاتری برای سوراخ نمودن آن مورد نیاز است. برای HDPE استحکام دی الکتریک حدود vol⁄mil 51 می باشد مورفولوژی کانال های ایجاد شده بوسیله تخلیه الکترواستاتیک دو ویژگی عمده دارند : اول آن که قطر کانال ها در قسمت درونی و بیرونی لوله با هم متفاوت است. در محلی که تخلیه الکترواستاتیکی شروع می شود ولتاژ بالا بوده و قطر سوراخ نیز بزرگ تر است. ولی به مرور ولتاژ کاهش یافته و قطر نیز کوچک تر می شود. مشخصه دیگر کانال های ایجاد شده بوسیله تخلیه الکترواستاتیکی، شکل آنها است. این نوع کانال ها به شکل درخت و دارای شاخه بوده و به ندرت یک کانال مستقیم بوجود می آید
در مقابل، سوراخ های ایجاد شده در اثر نقص ماده معمولاً بصورت یک کانال تنها و بدون شاخه است. برخی عقیده دارند که استفاده از مواد بازیافتی می تواند باعث بوجود آمدن سوراخ شود، هر چند که مواد ضایعاتی هیچ تغییری در استحکام دی الکتریک رزین اصلی بوجود نمی آورند.
نتیجه آن که در همه شبکه های توزیع احتمال بوجود آمدن سوراخ های الکترواستاتیکی هر چند جزئی وجود دارد. بوجود آمدن این نوع سوراخ ها بار مالی فراوانی را با خود به همراه دارد. از یک طرف لوله های سوراخ شده قابل تعمیر نبوده و باید تعویض شوند و از طرف دیگر حجم قابل توجهی از گاز در اثر نشت از بین می رود. در حادثه مربوط به شرکت MLGM در اثر بوجود آمدن 8 سوراخ با قطر 0.75 mm در خط لوله های با فشار 99psi، حجم گاز تلف شده حدود 7708800 فوت مکعب در سال برآورد شد. به همین دلیل مسئولین باید همواره احتمال بوجود آمدن سوراخ های الکترواستاتیکی را در نظر داشته باشند.
مکانیسم های ایجاد و تجمع بار ساکن جریان داخل لوله
لازمه بوجود آمدن بار وجود جریان و حرکت در درون یا بیرون لوله است و لازمه تجمع بار، خازنی شدن ماده است که در اثر قطع اتصال با زمین و یا داشتن مقاومت ( الکتریکی ) زیاد حاصل می شود. وقتی دو عایق الکتریکی در مقابل یکدیگر به هم مالیده می شوند( مثل گاز و پلی اتیلن )، الکترون ها در اثر اصطکاک از یک مولکول به مولکول دیگر منتقل می شوند. بنابراین در اثر جریان گاز و ذرات ریز در لوله پلی اتیلن، الکترون ها جابجا شده و در دیواره داخلی لوله تجمع می یابند. چون که لوله پلی اتیلن دارای مقاومت سطحی بالایی است(مقاومت الکتریکی)، امکان دفع بارهای الکتریکی تجمع یافته به زمین وجود نداشته و ولتاژهای متفاوت پتانسیل الکتریکی بین سطوح داخلی و خارجی لوله پدید می آید. البته یک الگوی قابل پیش بینی در مورد تجمع بارهای الکتریکی وجود ندارد. مشخص شده است که پتانسیل الکتریکی تا اندازه 9000 ولت نیز می تواند در لوله پلی اتیلن تجمع یابد.
اگر تشکیل بار الکتریکی ناشی از جریان سیال درون لوله است، اثبات شده است در صورتی که هدایت الکتریکی سیال بیش از 10000 ps⁄m باشد، امکان تجمع بار الکتریکی وجود ندارد. یک استثناء احتمالی موقعی است که سیال بصورت قطرات بسیار ریز درآمده باشد.
در صورتی که قطعات هادی ایزوله در درون یا بیرون لوله وجود داشته باشد، یا قطعات فلزی نظیر اتصالات برای هدایت جریان الکتریکی از داخل به بیرن لوله وجود داشته باشد این خطر تشدید خواهد شد. وجود پمپ ها و فیلترها در خط لوله نیز تشدید جریان الکتریکی را در پی خواهد داشت. اگر سرعت خطی داخل لوله کمتر از 1 m⁄s و حاصل ضرب سرعت خطی در قطر کمتر از 0.5 m^2⁄s باشد احتمال بوجود آمدن بارهای الکترواستاتیکی به شدت کاهش خواهد یافت
عوامل خارج لوله – رعد و برق
تغییر میدان الکتریکی بویژه به هنگام طوفان و رعد و برق می تواند یک عامل خارجی متوسط تا قوی برای باردار شدن باشد. با این وجود و بر اساس تجربه، نگرانی در مورد جرقه های اتفاقی غیر قابل تضمین بوده و به هنگام رعد و برق امکان باردار شدن قابل توجه(اشیاء) وجود دارد.
قابل ذکر است که رعد و برق منبع جرقه بسیار قوی تر و در مقایسه با هر نوع تخلیه بار الکتریکی از سطح لوله های پلی اتیلن به شمار می رود. در بسیاری از مواقع تأثیر این نوع باردار شدن بوسیله صفحات محافظ اطراف لوله کمتر می شود.
اصطکاک مکانیکی(باردار شدن در اثر سایش)
احتمال بوجود آمدن بار الکتریکی قابل توجه از طریق سائیده شدن با سایر اجسام عایق، دارای شانس ضعیفی بوده و نیازمند اصطکاک سایش شدید می باشد.
برهم کنش با قطرات و ذرات حاصل از اسپری فشار بالای مایعات و گازهای خنثی ناشی از عملیات شستشو و تماس لوله های PE با اسپری فشار قوی مایعات می تواند منجر به بوجود آمدن بار الکتریکی گردد. بعد از قطع جریان(اسپری)، تا موقعی که قطرات ته نشین نشده و به هم نچسبند یا عاملی باعث تخلیه بار آن ها نشود، قطرات بار خود را حفظ خواهند کرد.
هدایت الکتریکی سیال عامل تعیین کننده میزان دانسیته بار الکتریکی بوجود آمده توسط اسپری است. وجود 5% آب در نفت سفید دانسیته بار الکتریکی را 1000 مرتبه افزایش می دهد.
تماس با نشتی جریان سیالات دو فازی
تماس سطح لوله های پلی اتیلن با مواد نشت یافته از جتهای گازی(gas jets) فشار قوی یک منبع خارجی مهم برای باردار شدن است. هر چند این موضوع برای جتهای دی اکسید کربن و بخار آب دیده شده است ولی در مورد سایر گازهای فرآیندی حاوی فاز ثانویه نیز می تواند صادق باشد. این نوع باردار شدن حتی هنگامی که لوله های پلی اتیلن در نزدیکی جتها قرار دارند نیز می تواند عملی شود.
گازهای فرآیندی خطر به مراتب بیش تری دارند زیرا علاوه بر تأمین الکتریسیته منبعی برای انفجار و آتش به شمار می روند. در اثر جریان گازهای خالص بار الکترواستاتیکی بسیار کمی تولید می شود ولی این نوع جریانات می توانند ذرات و قطرات باردار و مایع را با خود حمل کنند(نظیر فاز condensed گازهای فرآیندی). به همین دلیل در ارزیابی ریسک ضروری است که در جریان جت گازی حضور یا عدم حضور فاز ثانویه ای که توانایی حمل بار الکترواستاتیکی را دارد، مورد بررسی قرار گیرد.
منبع بار سوراخی است که جریان با فشار بالا از آن نشت می کند. بنابراین سرعت فاز ثانویه که از لوله پلی اتیلن عبور می کند برای بوجود آوردن بار، اهمیت کمی دارد زیرا فاز ثانویه قبلاً باردار شده و این بارها به راحتی به لوله پلی اتیلن منتقل می شوند.
از نقطه نظر مومنتوم، جت ناشی از نشت گاز، در فاصله خاصی از منبع نشت امان تجمع بار بر روی لوله های PE را دارد. در عمل این فاصله باید بیش تر از 12m باشد و توصیه بر آن است که به نشت هایی که فاصله کمتر از 3 متر با لوله های PE دارند توجه ویژه ای بشود. طراح باید مناسب بودن فاصله را لحاظ کند.
روش های مقابله با مشکل الکتریسیته ساکن در لوله پلی اتیلنی
استفاده از افزودنی های آنتی استاتیک
یکی از راه های نیل به خاصیت آنتی استاتیک در سطح پلیمرها، استفاده از آنتی استاتیک در ماتریس آن ها و تهیه کامپاندهای مذاب آن ها می باشد. این روش امروزه به طور وسیعی در فیلم های پلیمری و قطعات تزریقی مورد استفاده قرار می گیرد.
سه نوع ماده را برای افزایش هدایت الکتریکی و جلوگیری از تجمع بار ساکن در پلاستیک ها می توان استفاده کرد:
– افزودنی های آنتی استاتیک بیرونی
– افزودنی های آنتی استاتیک درونی
– پرکننده های هادی
افزودنی های آنتی استاتیک بیرونی، معمولاً در یک حلال مناسب به عنوان حامل حل می شوند. سپس سطح پلاستیک از طریق اسپری کردن یا غوطه ور کردن با این ماده پوشش داده می شود. پس از تبخیر حلال، عامل آنتی استاتیک بر روی سطح پلاستیک باقی می ماند.
مزیت این روش، میزان کم عامل آنتی استاتیک مورد نیاز و اثرگذاری سریع آن است. معایب این روش نیز، از دست رفتن خاصیت آنتی استاتیک سطح در اثر سایش و مهاجرت مواد به داخل پلیمر و مشکل اعمال پوشش یکنواخت است. اگر پوشش یکنواخت نباشد، مشکلاتی در چاپ روی پلاستیک و آب بندی آن پیش می آید.
افزودنی های آنتی استاتیک درونی، در داخل ماتریس پلیمر قرار می گیرند. سپس به سطح پلیمر مهاجرت کرده و از طریق دو مکانیسم زیر عمل می نمایند:
– بصورت یک روان کننده، به این معنی که در اثر کاهش اصطکاک مانع از تجمع بار ساکن می گردند.
– ایجاد یک مسیر هادی که موجب پراکنده شدن بار ساکن به محیط می گردد. مسیر هادی، لایه ای نازک از آب است که توسط عامل آنتی استاتیک از هوا جذب شده است.
با انتخاب دقیق افزودنی آنتی استاتیک، سرعت اثرگذاری و دوام آن را می توان بهینه کرد. این پارامترها عمدتاً تابعی از نرخ مهاجرت افزودنی به سطح پلیمر و نرخ از بین رفتن آن از سطح است.
نرخ مهاجرت عمدتاً بستگی به موارد زیر دارد سازگاری نسبی عامل آنتی استاتیک و پلیمر : اگر یک آنتی استاتیک خیلی سازگار با پلیمر باشد، به سطح پلیمر مهاجرت نمی کند و در نتیجه اثر لازم را ندارد. اگر به اندازه کافی سازگار نباشد نیز، مهاجرت زیاد به سطح روی می دهد و یک سطح چرب بوجود می آورد. میزان کریستالی بودن پلیمر : یک عامل آنتی استاتیک معین در پلی اتیلن عملکرد بهتری نسبت به PP دارد بدلیل آن که کریستالینیته PE کمتر است. افزودنی آنتی استاتیک از فاز آمورف پلیمر راحت تر می تواند مهاجرت کند. فرمولاسیون کلی افزودنی ها : برخی افزودنی ها مانند پرکننده ها و پیگمان ها، عامل های آنتی استاتیک را جذب می کنند. افزودنی های دیگر مانند slip agents به مهاجرت عامل آنتی استاتیک به سطح پلیمر کمک می کنند. غلظت عامل آنتی استاتیک استفاده شده : هر چه غلظت بیش تر باشد، نرخ مهاجرت بیش تر می گردد. دما : افزودنی های آنتی استاتیک در دماهای بالا حرکت بیش تر دارند و در نتیجه مهاجرت آن ها به سطح بیش تر است. اختلاف دمای محیط و دمای انتقال شیشه ای(Tg) پلاستیک، عاملی مهم است چون که در یک پلیمر با Tg پایین، حرکت سگمنت ها را می توان بصورت میکروبراونی است و این حرکت کمک می کند که عامل آنتی استاتیک به سطح پلیمر مهاجرت کند. پلیمرهای با Tg بالاتر از دمای اتاق، در دمای معمولی در حالت منجمد هستند در نتیجه حرکت میکروبراونی که مهاجرت آنتی استاتیک کمک می کند وجود ندارد. در طی فراورش پلیمرها، برخی از عامل های آنتی استاتیک در سطح پلیمر جمع می شوند و اثر آنتی استاتیک را بوجود می آورند ولی اگر سطح پلیمر تمیز گردد، اثر آنتی استاتیک از بین می رود و احیاء مجدد آن ممکن نیست مگر این که پلیمر تا دمای بالاتر از Tg گرم شود. این حرارت دهی موجب فعال شدن حرکت میکروبراونی و تشدید مهاجرت عامل آنتی استاتیک به سطح می گردد. یک افزودنی آنتی استاتیک درونی باید دارای مشخصات زیر باشد:
– به مقدار لازم قطبی باشد تا عمل آنتی استاتیک بودن را بتواند انجام دهد.
– یک تمایل یا سازگاری(affinity) متعادل با پلیمر داشته باشد.(نه زیاد و نه کم)
– در طی شرایط مختلف فراورش، سازگاری خود با ماتریس پلیمر را حفظ نماید.
– با افزودنی های دیگری سازگار باشد.
– اثر معکوس بر خواص رزین نداشته باشد.
– با قوانین مربوط به تماس با مواد غذایی مطابقت داشته باشد.
عوامل آنتی استاتیک رایج، در سطح پلاستیک ها و در مجاورت رطوبت محدود (رطوبت نسبی) عمل می کنند عوامل آنتی استاتیک ماهیت جاذب رطوبت دارند و بنابراین تمایل زیادی به جذب رطوبت از هوای اطراف به سطح پلاستیکی دارند. پس از آن بار روی سطح قطعات پلاستیکی به مولکول های آب منتقل میشود.
عوامل آنتی استاتیک موثر محافظ مداوم و مستمر را در رطوبت های نسبی کم در حدود20 درصد را فراهم می نماید. از آنجایی که عوامل آنتی استاتیک رایج نیاز به حضور رطوبت دارند، آن ها تمایل به عملکرد ناپیوسته و بی ثبات و غیرموثر در محیط های با رطوب نسبی زیر 20 درصد دارند.
برای مرتفع نمودن مشکلات مربوط به بارهای الکترواستاتیک در شرایط و جاهایی که رطوبت نسبی معمولاً بطور ثابت زیر 20 درصد خواهد بود، استفاده از پرکننده های رسانا، مانند کربن بلاک را می توان توصیه نمود.
عوامل آنتی استاتیک داخلی که بطور گسترده مورد استفاده قرار می گیرند. از نوع آمین های چرب اتوکسیله شده می باشند. این عوامل درونی دارای محدودیت هایی می باشند. آن ها در کاربردهای FDA تأیید نمی شوند و دارای محدودیت هایی می باشند و همچنین آن ها تنها در تعداد کمی از پلاستیک ها مانند پلی اتیلن، پلی پروپیلن و پلی استیرن ها دارای کارایی مناسب هستند
مهمترنی عامل های آنتی استاتیک مورد استفاده برای از نوع آلکیل آمین اتوکسیله شده و استرهای اسید چرب است. PVC و PET، نایلون و پلیمرهای اکریلیک از جمله پلاستیک هایی می باشند که عامل آنتی استاتیک داخلی عملکرد و کارایی پایدار و باثباتی در آنها ندارد.
عوامل آنتی استاتیک داخل با اثر بخشی و کارایی خوب، موقعی که نمونه در شرایط مشخص(روطوبت نسبی20درصد و درجه حرارت70 درجه فارنهایت) مورد آزمون قرار گیرد، نیمه عمر زوال الکتریسیته ساکن کوتاهی خواهند داشت(معمولاً کمتر از6ثانیه)
روش های دیگر
آقای Warner Jane de Putter در سال 1976 سیستم را برای رسانا نمودن کلی سیستم لوله پلاستیکی بصورت یکپارچه پیشنهاد نموده است. این هدف با آرایش از قسمت های مختلف سیستم لوله پلاستیکی که روی سطح داخلی یا خارجی آن ها با یک پوشش نهایی که بطور کامل با سطح لوله در تماس بوده و به آن می چسبد، تأمین می گردد. در این سیستم لوله از یک عضو آب بند ساخته شده از مواد الاستیک یا پلاستیک رسانا استفاده میگردد که بین دو لوله متوالی قرار گرفته و با پوشش نهایی رسانا در ارتباط می باشد. در این حالت رسانایی الکتریکی بین پوشش های نهایی قسمت های نری و مادگی لوله به وسیله عضو آب بند ساخته شده از حلقه لاستیکی با حداقل 10% و ترجیحاً 20% ذرات کربن، حاصل می گردد.
مشخص شده است که، بدین وسیله سیستم های لوله پلاستیکی که عملاً دارای مشکلاتی بوده است، با یک اتصال زمین در مکان مناسب، آنتی استاتیک شده است.
Hugh T.Melugh و همکارانش چند سال بعد، یعنی در سال 1987 به ساخت نوع فلنج رسانا اشاره می نمایند که سازگار با سیستم لوله، مجرا(Conduit) و فیتینگ ها بوده و در همان زمان مدار الکتریکی پیوسته ای را از مجرا و فیتینگ به پیچ های سفت کننده فلنج برقرار کند.
برای اتصال به فیتینگ و یا لوله دیگر، در انتهای لوله یک فلنج با بدنه غیر رسانا مثل پلاستیک، فایبرگلاس یا مشابه نصب می گردد. در بدنه فلنج یک منفذ برای ارتباط با مجرا وجود دارد. مجرا ممکن است رسانا بوده و یا از مواد غیر رسانا ولی دارای عناصر رسانا مثل آستر یا الیاف رسانا در طول سطح داخلی ساخته شود، تا بارهای ساکن را به فلنج متصل نموده و از تجمع بارهای الکتریسیته ساکن در اثر انتقال سیال از مجرا جلوگیری نماید. فلنج دارای قاب مدور به دور منفذ است که از مواد غیر رسانا ساخته شده است و دارای سوراخ های متقارن است که هر کدام با یک پیچ فلزی به فلنج مشابه سفت می گردد.
برای رساندن بارهای ساکن الکتریکی به زمین حداقل یک رشته الیاف رسانا در فلنج تعبیه می گردد. یک سر این الیاف در منفذ فلنج قرار گرفته، تا اتصال رسانا با سطح داخلی مجرا برقرار شده و سر دیگر آن تا حداقل یک سوراخ و اتصال به پیچی که در آن قرار میگیرد، ادامه مییابد.
نویسندگان این پتنت اعتقاد دارند که ساخت فلنج رسانا گران نبوده و برای اتصال به زمین خط لوله و یا قسمتی از آن راه ساده ای می باشد، بطوریکه اتصال به زمین بوسیله یک سیم و با اتصال به یکی از پیچ های اتصال فلنج برقرار میگردد.
استفاده از سیال آنتی استاتیک در داخل لوله نیز گزارش شده است ولی کاربردهای قبلی استفاده از این سیال بصورت انتخابی (محل مشخص) با سوراخ کردن لوله و اسپری نمودن آن در لوله جهت تخلیه بارهای الکتریکی سطح را در نظر نگرفته اند. مشکل دیگری که با آن مواجه می شویم آن است که بایستی از سیال آنتی استاتیکی استفاده گردد که اجزاء لوله پلی اتیلن را تخریب نماید. از آنجایی که لوله پلی اتیلن یک پلیمر است، بعضی از سیالات موجب تخریب آن ها می شود. از طرف دیگر چون که سیال آنتی استاتیک در جریان گاز می باشد، این امر ضروری است که سیال آنتی استاتیک در فرآیند گاز مشکلی نظیر تشکیل هیدرات یا کاهش ارزش گرمایی گاز بوجود نیاورد.
Orean Tranbarger و همکارانش از موسسه تحقیقاتی South West آمریکا در سال 1992 برای حل مشکلات فوق راه حلی تحت عنوان "ابزار و روشی برای تخلیه بارهای الکتریسیته ساکن روی سطح داخلی لوله پلاستیک" پیشنهاد داده اند.
برای این منظور ابزاری برای تخلیه بارهای الکتریکی سطح داخلی لوله بوسیله سیال آنتی استاتیک معرفی شده است، که از یک زین اسبی(saddle) دارای حفره استوانه ای در داخل خود تشکیل شده است. این زین ابتدا بوسیله پیچ و مهره ای که روی آن تعبیه شده است بصورت انتخابی(محل مورد نظر) روی بدنه لوله نصب می گردد. بعد از این که این ابزار روی لوله پلاستیکی وصل گردید، یک میله بصورت رزوه ای با زین درگیر می شود. این میله در یک سر حالت برندگی(کاتر) داشته تا با درگیر شدن رزوه ای بتواند لوله پلاستیکی را سوراخ نماید(در لوله نفوذ کند). در قسمت بالای کاتر یک افشانک جهت اسپری مواد آنتی استاتیک قرار دارد. اسپری کننده دارای یک نازل در جهت محور خط مرکزی لوله پلاستیکی بوده تا از پوشش کامل لوله، وقتی که سیال آنتی استاتیک در آن اسپری می گردد، اطمینان حاصل نمود.
اینکه کاتر و اسپری کننده می تواند در لوله پلاستیک قرار گرفته تا سیال آنتی استاتیک سطح داخلی لوله را بپوشاند و آن را از بار الکتریکی تخلیه نماید، از مزیت های تکنیکی این روش می باشد. از مزایای دیگر این روش قابلیت بکارگیری ازن ابزار جهت کاربرد مجدد در محل دیگر می باشد.
Tranbarger و همکارانش ابزار و روشی برای تخلیه الکتریسیته ساکن روی سطح داخلی لوله پلاستیکی، در هنگام تعمیرات لوله ارائه داده اند که شامل سوراخ نمودن لوله و تزریق ماده آنتی استاتیک در آن میباشد.
ابزار و روش هایی که ذکر شد، هر یک دارای معایبی نیز می باشند. مثلاً وسیله هایی که توسط Putter و Mclaughlin معرفی شده است در سیستم خط لوله دارای ساختار پیچیده ای می باشد، بطوری که ساخت آن مشکل بوده و از نظر اقتصادی موفقیت چندانی نداشته است. بنابراین آن ابزارها را به راحتی نمی توان برای تخلیه بارهای الکتریسیته ساکن در خطوط لوله موجود، بدون احتیاج به جایگزینی قسمت بزرگی از خط لوله یا فیتینگ استفاده نمود. همچنین ابزار بکار گرفته شده توسط Tranbarger بصورت خارجی روی لوله نصب می گردد و لازم است تا لوله بوسیله ایجاد یک شکاف سوراخ گردد. از این رو احتمال این که این ابزار از جای خود خارج شده و خط لوله دچار نشتی گردد وجود دارد.
آقای Drink s.Smith مشکلات خنثی سازی بارهای استاتیکی که بین ورقه های کاغذ در انبار بوجود می آید را بیان کرده و ابزاری جهت محدود سازی ایجاد بار ساکن در آن ها معرفی می نماید. و یک کارتریج هوای آنتی استاتیک را پیشنهاد داده است که در مسیر جریان هوا قرار گرفته و یون های بار مثبت در هوای عبوری آزاد می کند. این یون های بار مثبت در معرض کاغذهای در انبار قرار گرفته تا بارهای الکتریسیته ساکن که در آنها جمع شده است را خنثی کند.
با توجه به این پیش زمینه Drink S.Smith و همکارانش در Us patent 5898559 در سال 1999 به معرفی ابزار و روشی برای خنثی سازی بارهای الکتریسیته ساکن داخل لوله که همخوانی با خطوط لوله داشته باشد، پرداختند. آن ها ادعا نموده اند که برای جلوگیری از تجمع بارهای الکتریسته ساکن در لوله های غیررسانا مثل لوله PE ابزار و روش ساده و ارزانی به کار گرفته اند تا بارهای الکتریکی در لوله ها را بدون این که لازم باشد در خط لوله از لوله ها و فیتینگ خاصی ساخته شود و بدون اصلاح گران قیمتی روی خط لوله خنثی نمایند.
این ابزار شامل یک محفظه با ورودی و خروجی باز است که یک کارتریج آنتی استاتیک در آن قرار گرفته و برای عبور جریان گاز از آن به طوری که گاز در معرض سطح کارتریج قرار بگیرد، آرایش یافته است. محفظه می تواند از یک لوله استوانه ای کوتاه دارای همخوانی با خط لوله ای که در آن قرار می گیرد، تشکیل گردد. کارتریج آنتی استاتیک می تواند در محفظه فیلتر گاز در ابتدای مسیر قرار بگیرد. گاز جاری از محفظه در معرض کارتریج آنتی استاتیک قرار گرفته و مقادیر ذرات میکروسکوپی کاتیونی را جذب می کند. بنابراین کارتریج آنتی استاتیک وظیفه پخش ذرات کاتیونی، بطوری که توسط جریان گاز حمل گردد را ایفا می کند. این ذرات به طور مستمر با جذب الکترون از سطح داخلی لوله، بارهای الکتریسیته ساکن منفی در جریان پایین دست خط لوله را خنثی نموده و اساساً بارهای الکتریکی ساکن فوق که می توانند منجر به خطراتی شوند را کاهش یا کاملاً محدود می سازد.
از نگاه دیگر می توان گفت، در این روش پیشنهادی بارهای الکتریسیته ساکن تولید شده در جریان گاز به واسطه پدیده triboelectritication با ذرات میکروسکوپی آزاد شده خنثی می گردد. در این روش حداقل قسمتی از گاز جاری در لوله باید در معرض مواد آنتی استاتیک قرار بگیرد، بطوری که آن مواد دارای سطح بزرگ با قابلیت آزاد سازی ذرات کاتیونی وقتی گاز از روی آن عبوی می کند، می باشد. ترکیب شیمیایی خاص مواد آنتی استاتیک اجازه می دهد تا مقداری مشخص و قابل محاسبه از ذرات کاتیونی بسته به جریان گاز، آزاد سازد. این ذرات آزاد شده بوسیله جریان گاز به پایین دست خط لوله حمل شده و در جایی که بارهای منفی در سطح داخلی تجمع یافته است، ولتاژهای الکتریسته ساکن روی سطح لوله غیر رسانای PE را خنثی می کند. یک یا چند تا از محفظه های حاوی کارتریج آنتی استاتیک می تواند بصورت سری یا موازی در خط لوله گاز قرار گرفته، بطوری که گاز عبوری با عبور از ورودی و خروجی آن ها در معرض کارتریج قرار گیرد.
تجربی
در بخش تجربی این تحقیق از عوامل آنتی استاتیک مختلف جهت تهیه پلی اتیلن آنتی استاتیک گرید لوله استفاده شده است و بر اساس شاخص اصلی خواص التریکی و شاخص های دیگر شامل خواص مکانیکی و فرآیند پذیری، و با استفاده از روش طرح آزمایش فاکتوریال کامل، ترکیب مناسب نهایی تعیین، تهیه و مورد ارزیابی خواص قرار گرفته است.
مواد و روشها
از سه نوع پلی اتیلن گرید لوله ( گریدهای لوله پلی اتیلن ) به عنوان ماده اولیه و چهار نوع عامل آنتی استاتیک بعنوان افزودنی استفاده شده است. فرآیند تهییه نمونه ها به روش اختلاط مذاب بوده و از هر ترکیب، نمونه هایی بصورت ورق به ابعاد 3*150*100 میلی متر بصورت تزریق تهیه شده و آزمون های مختلف روی آن ها انجام گرفته است.
سه عامل آنتی استات انتخاب شده در مرحله اول از انواع اتوکسیلیتد آمین، سدیم آلکیل سولفونات و عامل انتخاب شده در مرحله دوم از نوع سدیم پرکلرات بوده است.
در مرحله اول، سه نوع پلی اتیلن به همراه سه نوع عامل آنتی استاتیک که هر کدام از عامل در دو مقدار مختلف استفاده می شوند، تشکیل 18 ترکیب مختلف می دهند. با تهیه این ترکیب ها و تعیین خواص الکتریکی، مناسب ترین ترکیب انتخاب می گردد و خواص تکمیلی این ترکیب نهایی نیز مورد ارزیابی قرار می گیرد. با توجه به این که در این تحقیق، هیچ کدام از 18 ترکیب اولیه مناسب نبوده اند، در مرحله دوم از عامل آنتی استاتیک چهارم همراه با سه نوع پلی اتیلن استفاده شده و خواص آن ها بررسی گردیده است.
با توجه به این که مقاومت ابکتریکی سطحی بعنوان یکی از شاخص های اصلی در شناسایی مواد آنتی استاتیک در منابع علمی و فنی مطرح است، از این خاصیت به عنوان شاخص اصلی در این تحقیق استفاده شده است و در کنار آن از مقاومت الکتریکی حجمی نیز بعنوان شاخص توانایی انتقال بار در ضخامت لوله استفاده شده است. معیار قبول ترکیب بعنوان ترکیب آنتی استاتیک این است که مقاومت سطحی برابر با 〖10〗^10اهم یا کمتر از آن باشد. مقاومت سطحی و حجمی نمونه ها مطابق استاندارد ASTM D257 در 500V اندازه گیری شده است. برای افزودن مواد آنتی استاتیک به ماتریس پلی اتیلن ها، از دستگاه اختلاط برایندر PL-2000 با محفظه اختلاط Cam و سیستم کنترل کامپیوتری دما و منحنی گشتاور-زمان استفاده شده است. با توجه به خواص فرایندی ماتریس(پلی اتیلن) دمای 180 درجه سانتیگراد و دور 40rpm برای فرایند اختلاط مذاب انتخاب گردید. با توجه به منحنی گشتاور پس از دو دقیقه پلی اتیلن به صورت مذاب درآمده و مواد افزودنی آنتی استاتیک اضافه می گردد. زمان تکمیل اختلاط 8 دقیقه می باشد.
برای بررسی تأثیر رطوبت بر عملکرد مواد آنتی استاتیک، نمونه های فوق یکبار دیگر پس از قرارگیری در شرایط رطوبت نسبی 50±2% و دمای محیط به مدت 24 ساعت تحت آزمایش خواص الکتریکی قرار گرفت.
نتایج و بحث
با توجه به تعداد زیاد نمونه های تهیه شده و حجم بالای آزمون ها، نتایج کامل مربوط به نمونه های اولیه ارائه نمی گردد ولی نتایج مربوط به ترکیب مناسب نهایی بطور کامل آورده می شود. در مورد نمونه های اولیه، افزودن انواع مواد آنتی استاتیک ذکر شده باعث کاهش مقاومت های الکتریکی سطحی و حجمی پلیمر تا 2 و در بعضی از موارد تا 3 درجه توان شده است. ولی علیرغم این تغییرات هنوز هم در محدوده پلیمرهای آنتی استاتیک (یعنی 〖10〗^10یا کمتر) قرار نمی گیرند. در هر یک از نمونه ها از مقادیر بسیار بیش تر ماده آنتی استاتیک نیز استفاده گردید ولی تأثر چندانی در نتایج خواص الکتریکی مشاهده نگردید. نتایج خواص الکتریکی پس از آماده سازی در شرایط رطوبت معین نیز نشان می دهد که افزایش رطوبت نسبی تأثیر قابل توجهی در کاهش مقاومت الکتریکی، مخصوصاً در مقاومت سطحی نمونه ها دارد. ولی نمونه های حاصل هنوز هم در محدوده مواد آنتی استاتیک(مقاومت سطحی〖10〗^10یا کمتر)قرار نمی گیرند.
نتایج مربوط به خواص نمونه های تهیه شده در مرحله دوم و خواص ترکیب نهایی به شرح ذیل بوده است.نتایج فوق موید کاهش مقاومت های الکتریکی سطحی و حجمی پلی اتیلن در اثر افزایش مقدار عامل آنتی استاتیک جدید می باشد. با افزایش عامل آنتی استاتیک تا سطح 20 درصد وزنی به پلی اتیلن، مقاومت سطحی این کامپاند تا درجه 〖10〗^10کاهش یافته و در دسته پلیمرهای آنتی استاتیک قرار می گیرد. با افزایش بیش تر این عامل آنتی استاتیک مقاومت های الکتریکی کمتر نیز حاصل می گردد.
با توجه به نتایج خوب خواص الکتریکی بدست آمده، نمونه های فوق بصورت پیوسته در یک اکسترودر دو مارپیچ آزمایشگاهی ساخت شرکت برایندر آلمان تهییه گردید. محصول کامپاند تهیه شده بوسیله دستگاه گرانول ساز بصورت گرانول درآمده و در نهایت با استفاده از قالب گیری تزریقی، صفحات مناسب جهت ارزیابی خواص الکتریکی و مکانیکی آن ها تهیه گردید.
شرایط بررسی تأثیر رطوبت روی خواص الکتریکی نمونه های ذکر شده پس از ارزیابی در شرایط محیط، به مدت 24 ساعت در شرایط رطوبت نسبی 50% قرار گرفته و مجدداً خواص الکتریکی آن ها ارزیابی گردید. در جدول3 نتایج خواص الکتریکی نمونه های پلی اتیلن آنتی استاتیک شده در شرایط محیط و در رطوبت نسبی 50% نشان داده شده است.
همانطور که قبلاً نیز مشاهده گردید، با افزایش مقدار عامل آنتی استاتیک چهارم در کامپاند، مقاومت های الکتریکی سطحی و حجمی آن ها کاهش می یابد. تهیه کامپاند در اکسترودر دو مارپیچه بصورت پیوسته به همراه شرایط اختلاط مناسب موجب توزیع بهتر مواد افزودنی در ماتریس و در نتیجه اختلاط بهتر می گردد. با مقایسه خواص الکتریکی نمونه های تهیه شده پیوسته با نمونه تهیه به روش ناپیوسته می توان به میزان این اختلاط مناسب تر پی برد.
در این حالت تنها با افزایش 10% عامل آنتی استاتیک به پلی اتیلن گرید لوله می توان به مقاومت سطحی 〖10〗^10دست یافت و در صورت لزوم مقاومت های الکتریکی کمتر با استفاده از مقادیر بیش تر عامل آنتی استاتیک میسر می گردد.
اعمال شرایط رطوبت تأثیری در مقاومت های الکتریکی نمونه ها نشان نمی دهد. می توان نتیجه گرفت این عامل آنتی استاتیک از نوع مهاجرت کننده به سطح نبوده و در ماتریس پلیمر شبکه رسانا تولید می کند. در شکل 3 روند تغییرات مقاومت الکتریکی پلی اتیلن با افزایش مقدار عامل آنتی استاتیک مشاهده می گردد.
خواص مکانیکی
با توجه به خواص عالی الکتریکی حاصل از نمونه های تهیه شده، با استفاده از آزمون های خواص مکانیکی تأثیر افزایش عامل آنتی استاتیک به پلیمر بررسی گردید.تغییرات مقاومت خمشی نمونه های آنتی استاتیک شده با مقدار عامل آنتی استاتیک ترسییم گردیده است. افزایش مقدار عامل آنتی استاتیک باعث افزایش اندکی در مقاومت خمشی نمونه ها می گردد.نتایج فوق حاکی از آن است که مشارکت بیش تر عامل آنتی استاتیک چهارم در ماتریس پلی اتیلن باعث افزایش سفتی نمونه می گردد.
خواص فیزیکی
سختی نمونههای مطابق استاندارد ASTMD2240 و در مقیاس shore D اندازه گیری گردید. نتایج دانسیته و سختی نمونه های پلی اتیلن تهیه شده
نتایج نشان میدهد افزایش مقدار عامل آنتی استاتیک تأثیری بر دانسیته نمونهها ندارد و فقط اندکی باعث افزایش سختی نمونه میگردد.
خواص فرایندی
برای ارزیابی خواص فرآیندی نمونه های تهیه شده پلی اتیلن آنتی استاتیک، از دو آزمایش MFI و رئومتر لوله موئین استفاده میگردد. بدین منظور اندیس جریانپذیری هر یک از نمونهها مطابق با استاندارد ASTM D2240 با وزنه 2160 g و در دمای 〖190〗^0 C که مطابق با شرایط پلی اتیلن است اندازهگیری گردید.چنانچه از نتایج مشخص است با مشارکت عامل آنتی استاتیک در ماتریس پلی اتیلن میزان MFI کاهش دارد، اما با افزایش مقدار آنتی استاتیک، MFI روند افزایشی را نشان میدهد.
نتیجه گیری
با توجه به نتایج آزمایشهای انجام گرفته میتوان به این جمع بندی رسید که با استفاده از عامل آنتی استاتیک سدیم پرکلرات می توان در مقیاس آزمایشگاهی بچ یا پیوسته (اکسترودر) ترکیب پلی اتیلن آنتی استاتیک تهیه کرد به طوری که خواص فیزیکی، مکانیکی و فرآیندپذیری پلی اتیلن نیز تغییرات نامطلوب قابل ملاحضه نداشته باشد.
مراجع
Smith Drik, ”Static Electricity in PE Fuel Gas Pipe”, pipeline& Gas Journal, December 2001.
Leslie Butch and Smith Drik, ”pinhole Leaks in Gas Service Risers Causing Meter Fires”, April 2006.
Peacock Andrew J., Handbook of Polyethylene Structure, Properties and Applications, Marcel Dekker, New York, 2000.
Ward Ray A., “Electrostatic Pinholing in PE Service Lines”, Pipeline& Gas Journal, June 2003.
API Recommended Practice 2003: 1991 “Protection against Ignitions arising out of Static, Lightning and Stray Currents”.
Pfahler G., In Plastics Additives Handbook, Edited by Gachter and Muller, 4th Edition, Hanser/ Gardner Publications,1993.
Pritchard G., Antistatic Ageents In Plastics Additives: An A-Z Reference, Chapman& Hall, London, 1998.
Ashotosh Sharma, ”New Developments in Analysis and Performance of Antistatic and Slip Additives in Polyolefines”,Proceedings of the 1999 International Conference on POLYOLEPHINES XI,Feb.1999 Houston, USA.
Gersthofen A. Lichtblau, ”Antistatika”, Kunststoffe, 86(1997), pp955958.
BS5958 Part 1 and 2, 1991” Control of Undesirable Static Electricity”.
US patent 3943273
US patent 4635162
US patent 5173333
US patent 5402304
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
رضا کاظمی اسفه : کارشناس شرکت مهندسی مشاور سازآب پردازان
مجید مشکی زاده : کارشناس شرکت مهندسی مشاور سازآب پردازان
محمد حسن نیکی : مدیریت اجرائی عملیات زیربنائی واحد دعبل ، میرزا کوچک خان و امیر کبیر
منتشر شده در دومین کنفرانس ملّی تجربه های ساخت شبکه های آبیاری و زهکشی در سال ۱۳۸۶ چکیده :
پس از احداث شبکه های اصلی آبیاری و زهکشی ، یکی از روش های انتقال آب به مزارع ، استفاده از لولـه هـای پلی اتیلن می باشد. نحوه صحیح بستر سازی و اجرای خطوط لوله های پلی اتیلن موضـوع مـورد بحـث ایـن مقالـه است که می تواند درکاهش هزینه ها و دوباره کاری ها مناسب و ارزنده باشـد. در ایـن مقالـه ، بـه انـواع روش هـا و مصالح به کار رفته در اجرای لوله های آبیاری پرداخته شده است . نتایج بدسـت آمـده نـشان مـی دهـد اسـتفاده از مصالح دانه بندی شنی (نظیر بیس ) در زمین های خوزستان ، بهترین نوع بستر سازی اطراف لوله های پلی اتیلن می باشد. در این مقاله نیز به نحوه اجرای لوله های پلی اتیلن پرداخته شده است .
آبیاری و زهکشی ، ترانشه ، لوله پلی اتیلن ، بستر سازی
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
نیشکر از جمله محصولات کشاورزی است که از دیر باز در نواحی جنوب غربـی ایـران کـشت مـی شـده اسـت .
امروزه این محصول مهم و استراتژیک پس از مجتمع نیشکر هفت تپـه در طـرح هـای هفتگانـه توسـعه نیـشکر بـه صورت صنعتی کشت می گردد. یکی از طرحهای هفت گانه کشت نیشکر، واحد دعبل خزاعی است که فاصله مرکـز ثقل آن از شهر اهواز نزدیک به ٣۵ کیلومتر می باشد. در این طرح ، نزدیک به ١٢٠٠٠ هکتار از اراضی آن به کـشت نیشکر اختصاص یافته است که آب مورد نیاز آن از رودخانه کارون با اسـتفاده از سیـستم پمپـاژ بـه شـبکه کانالهـا منتقل و از آنجا نیز با استفاده از پمپاژ، از کانال ها به خطوط آبیاری فلزی و پلی اتیلن منتقل و سپس از طریق ایـن لوله ها و مکانیسمی که به منظور این منظور تعریف شده است ، آبدهی مزارع صورت می گیرد.
در این طرح به منظور انتقال آب به مزارع ، از دو روش انتقال آب ١- بـا اسـتفاده از لولـه هـای فلـزی و ٢ – بـا استفاده از لوله پلی اتیلن استفاده شده است . در این مقاله به نحوه بسترسازی و اجرای لوله های آبیاری مـزارع با استفاده از لوله های پلی اتیلن پرداخته شده است . به طور کلی و بسته به عملکرد لوله پس از نصب ، لوله ها به دو گروه عمده نرم (قابل انعطاف ) و خشک (سخت ) تقسیم می شوند.
لوله های نرم در شرایط تحت فشار، قادر به حرکت و انحراف می باشند، بدون این که بـه سـازه آن آسـیب وارد شود. در این رابطه می توان به لوله هایی نظیر لوله های پلی اتیلن دو جداره ، PVC اشاره نمود. برخـی مـوارد لولـه های سخت را به عنوان لوله هائی که نمی توانند انحراف زیاد را تحمل کنند، به مصرف می رسانند کـه تحـت ایـن شرایط ، تنش های سازهایی مثل ترک در لوله ایجاد می شود. لوله های بتنی با آرماتور و بدون آرمـاتور و سـفالی از این نوع می باشند.
کارائی لوله های پلی اتیلن به ساختار خاکریزی روی آنها بستگی دارد تـا بـار را بـه بـستر انتقـال دهنـد. نـوع مصالح ، معیارهای خاکریزی روی لوله و وضعیت بار، نقشی مهم در کارآیی لوله ها دارند. ارتفاع خاک روی لولـه کـه در آن حداقل پوشش در مکانهای پر رفت و آمد و حداکثر پوشش تحت شرایط مختلف خاکریزی روی لوله بایـد بـه گونه ای باشد که در مرحله بهره برداری کمترین صدمه به لوله و خط وارد شود. به منظور طراحی و نـصب لولـه های پلی اتیلن در امر انتقال آب ، نیاز به اطلاعاتی از قبیل سطح مقطـع لولـه ، مشخـصات مـواد، وضـعیت نـصب و خاکریز و موقعیت بارگذاری می باشد.
شرایط نصب و عوامل خاک
عملکرد سازهای لوله بستگی به عمل متقابل بین خاکبرداری یا خاکریزی دور لوله و لوله داشته و معمولاً با نـام واکنش متقابل خاک /لوله شناخته می شود. خاکریزی دور لوله باید دارای خصوصیات ساختمانی و زهکشی مناسـب برای این منظور باشد. خصوصیات ساختمانی خاکریزی شامل ابعاد خاکریز دور لوله ، نوع مصالح و میزان تـراکم مـی باشد. استانداردهای ASTM D٢٣٢١ ,CAN/CSA B١٢٠١١ برای نصب لوله های پلـی اتـیلن قابـل اسـتفاده مـی باشد.
عرض ترانشه خط لوله
عرض ترانشه بستگی به قطر لوله ، مصالح خاکریز و شیوه متراکم کردن خاک دارد. عرض ترانشه نبایـد بـیش از فضای مورد نیاز برای جاسازی لوله و خاکریز دور آن باشد. ترانشه های باریک اجازه نصب صحیح لوله را نمی دهنـد در حالی که ترانشه عریض منجر به افزایش هزینه های بیهوده می گردد. این عرض را معمولاً براسـاس ابعـاد باکـت بیل های حفاری و نیز قطر لوله بعلاوه ١۵ تا ٢٠ سانتی متر از هر طرف لوله در نظر می گیرند. چنانچـه از دسـتگاه کمپکتور به منظور کوبش لایه های خاکریز استفاده شود، عرض دستگاه کمپکتور نیز از عوامل تعیین کننده عـرض ترانشه خواهد بود. ضمناً در استاندارد ASTM ارقامی در این خصوص ارائه گردیده است .
به دلایل اقتصادی و یکپارچگی سازی ، بهتر است که عرض ترانشه متناسب با قطر لوله باشد. یکی از اشـتباهات رایج این است که تصور می شود، برای نصب لوله های انعطاف پذیر ترانشه باید بسیار عریض باشد. حفـاری ترانـشه های عریض و پر کردن آنها نه تنها گران بوده ، بلکه باعث اختلال در یکپارچگی سیستم لوله / خاکریز دور لولـه مـی گردد. استحکام محیط خاک محل طی سالیان متمادی بوجود آمده است . بنابراین ، باید بـه هنگـام حفـاری ترانـشه کمترین آسیب به این استحکام برسد. مصالح و تراکم : ترکیب نوع مصالح ( شن ، ماسه ، خاک رس و یا ترکیب آنهـا و غیـره ) و میـزان تـراکم ( تـراکم استاندارد پراکتور )استحکام خاکریز را تعیین می کنند. اصولا مصالح دانه درشت و گوشه دار نیاز به تـراکم کمتـری از مصالح ریز دانه و گرد دارند. استحکام خاکریز معمولا با نام ضریب واکنش خاک و یا ضـریب خـاک شـناخته مـی شود.
حفاری ترانشه ١- حفر ترانشه در زمین هایی که تراز آب زیر زمینی وجود ندارد : براساس مشخصات ژئوتکنیکی و با توجه به نوع خاک منطقه که عمومـا CL,ml میباشـد، براسـاس آئـین نامـه ASTM D٢٣٢١ و دیگر مشخصات حفاری ترانشه با مقطع قائم و به عمق مشخص شده در نقشه های اجرایی انجام می گیرد. در این رابطه عرض ترانشه با توجه به اندازه های مختلف لولـه پلـی اتـیلن و براسـاس دسـتورالعمل ذیـل تعیین می گردد:
• برای اندازه های ۶٠٠ الی ١٢٠٠ میلی متر (خط اصلی )، میـانگین قطـر خـارجی لولـه آبیـاری بعـلاوه ٨٠ سانتی متر ( ۴٠ سانتی متر از هرطرف ). البته در دستور کارهای قبلی ، میانگین قطر خارجیلولـه آبیـاری بعلاوه ۴٠ سانتی متر ( ٢٠ سانتی متر از هر طرف ) ارائه گردیده بود که به علت عدم وجود فضای مناسـب به منظور کار با ویبراتور و رسیدن به کمپکشن مناسب به دستورکار فعلی ، تغییر پیدا کرد. عـرض ترانـشه نباید بیش از مقداری باشد که با رعایت نکات ایمنی لازم برای ریختن و در صـورت لـزوم متـراکم کـردن مواد پرکننده ، در هر دو سری لوله لازم است . بنابراین عـرض کانـال بـه نـوع مـواد پرکننـده ، روش تـراکم نمودن آنها و قطر لوله بستگی دارد.
• به منظور انشعابات سایز های ٣٠٠ و ۴٠٠ میلی متر، میانگین قطر لولـه خـارجی لولـه آبیـاری بعـلاوه ٣٠ سانتی متر ( ١۵ سانتی متر از هر طرف ). ٢ ) حفر ترانشه در زمین هایی که تراز آب زیر زمینی بالاست : در جائی که سطح آب زیر زمینی بالاست ، باید قبل از اقدام به حفر ترانشه ، بوسیله چاه نقطـه ای ١ یـا هـر روش دیگری ، سطح آب زیر زمینی را تا زیر خط بستر پروژه پایین برد و تحت هیچ شـرائطی کارگـذاری لولـه هـای پلـی اتیلن در ترانشه هایی که بسترآب دارد و یا خاک آن اشباع است مجاز نمی باشد.
عمق ترانشه
عمق ترانشه به دلیل شرایط زمین و شیب مورد نیاز لوله تعیین می گردد. به هر حال در صورت عـدم دسـتیابی به پی مناسب برای لوله ، حفاری بیشتری مورد نیاز است .
بستر سازی
بعد از حفر ترانشه ، باید حداقل ١٠ سانتی متر با استفاده از مصالح مناسب بستر سازی صورت گیرد تا توزیع بار زیر لوله به صورت مساوی انجام پذیرد.
نعلبندی
بعد از کارگذاری لوله روی بستر،باید خاکریزی اطراف آن انجام پذیرد. به این عمـل نعلبنـدی (ماهیچـه بنـدی ) گفته می شود. نعلبندی بیشترین مقاومت در برابر فشار خاک و ترافیک را ایجاد می نمایـد. مـصالح مـورد اسـتفاده باید با بیل به زیر لوله هدایت گردد و هیچ جای خالی باقی نماند. در هنگام کوبیدن مصالح نعلبندی ، باید دقت شود که هیچگونه جابجایی در مسیر لوله حادث نگردد. نعلبندی حداقل تا نیمه لوله باید ادامه داده شود.
خاکریزی اولیه
خاکریزی اولیه ، بار وارده بر روی نعلبندی را توزیع نموده و باعث ثابت نگه داشتن لوله می گردد. ایـن بخـش از خاکریزی از قسمت وسط لوله تا حداقل ١۵ سانتی متر روی تاج لوله ادامه دارد. در صورتی که از مصالحی اسـتفاده شود که نیاز به متراکم شدن داشته باشند، باید دقت شود که از تجهیزات مستقیما روی لوله اسـتفاده نـشود.
خاکریزی نهائی
خاکریزی پایانی از روی خاکریزی اولیه شروع و تا حداقل ١۵ سانتی متر بالای ترانشه (سطح زمین ) ادامـه پیـدا می کند. این خاکریز نگهدارنده مستقیم لوله نیست ولی نقش مهمی در تقسیم بار بر روی لوله ایفا می کند. تـراکم مناسب در این بخش به اندازه بخش های دیگر برای لوله اهمیت ندارد ولی در صورت لزوم باید به صورت لایه لایـه ریخته و متراکم گردد.
تردد ماشین آلات
در صورت تردد ماشین آلات از روی مسیر لوله ها بخصوص زمانی که پوشش روی لوله کمتر از یک متـر باشـد، مطمئناً باعث خساراتی به لوله می گردد. لذا بهتر است که برای این گونه مسیرها، جاده دسترسی طراحی گردد.
ماشین های کوبنده
کوبیدن مصالح قسمت های ماهیچه و خاکریزی اولیه و نهائی نیاز به ماشین های مخصوصی دارد که بـرای ایـن گونه فضاهای محدود استفاده شود. در چنین شرایطی به جای کوبه های ماشینی از کوبه های دستی نیز مـی تـوان استفاده کرد. کوبه های دستی باید وزن سبکی داشته باشند و ابعاد آنها بیش از ١۵×١۵ سانتیمتر نگردد.
استفاده از بیس برای بستر سازی و خاکریزی اطراف لوله
با توجه به این که خاک محل اجرای طرح ها عموما" از نوع CL,ml می باشـد، براسـاس آئـین نامـه ASTM اجرای لوله های پلی اتیلن چنین خاکهایی با شرایط ذیل قابل پذیرش می باشد:
١- آب زیر زمینی موجب ناپایداری خاک اطراف لوله نگردد،
٢- حداقل تراکم خاک زیر و اطراف لوله ٩۵ % پروکتور استاندارد باشد.
با توجه به این که حداقل دو شرط فوق در خاک های محل اجرای طرح و یـا حتـی کوپـال بـا شـرایط خـاص اجرای لوله های آبیاری حاصل نمی گردد، لذا از بیس استفاده شده است .
نصب و اتصال لوله ها
نصب و اتصال لوله ها به دو روش صورت می پذیرد :
١- جوشکاری در بالای ترانشه
٢- جوشـکاری در پـائین
ترانشه : ١- جوشکاری در بالای ترانشه : در این روش ، لوله ها برای اندازه ١٠٠٠ تا ١٢٠٠ میلی متر به صورت دوتایی و سایز های ٨٠٠ به پائین به صورت سه تایی ، درخارج ترانشه به یکـدیگر جـوش و سـپس بوسـیله دو بیـل مکانیکی به درون ترانشه انتقال می یابد. انتقال لوله های اتصال یافته باید بـه گونـه ای انجـام پـذیرد کـه محور آن با افق موازی و یا به عبادت دیگر بیش از حد مجاز خم نشود. طول مجاز حفاری ترانشه : طول مجاز حفاری با توجه به تراز آب زیر زمینی و شرایط جوی منطقه نباید بـیش از مقدار مورد نیاز که معمولا برابر با راندمان نصب لوله و بستر سازی در طول یک روز می باشد، بیشتر گردد. ٢- جوشکاری درون ترانشه : پس از جوشکاری لوله های ۶ متری در بالای ترانشه و تبدیل آنها بـه لولـه هـای ١٢ متری ، با احتیاط و بدون وارد آمدن ضربه به آن ، به درون ترانشه انتقال می یابند. برای جفت کـردن و جوش دادن لوله ها به خط لوله ، می توان از دو روش ذیل استفاده نمود: الف ) می توان با استفاده از جرثقیل دستی و خرک و یا وسایل مشابه ، انتهای خـط لولـه را از کـف ترانـشه تـا ارتفاع مناسب به منظور جوشکاری ، بالا آورد. میزان خم خط لوله نباید از حد مجاز (یک درجـه بـرای واحـد طـول ) بیشتر گردد. بدین معنی که باید بلند کردن خط لوله ، حداقل از فاصله ٣٠ متـر از انتهـای آن صـورت گرفتـه و بـه وسیله حداقل دو خرک با ارتفاع مناسب ، در یک شیب یکنواخت نگهداری شود. ب ) در این روش ، گودالهای به ابعاد ٨٠×۵٠ سانتی متر حفر می گردد کـه در هنگـام جوشـکاری ، اپراتـور در این گودالها قرار گرفته و عملیات جوش را انجام می دهد.
انواع روش های اتصال لوله های پلی اتیلن
به منظور اتصال لوله های پلی اتیلن به یکدیگر از روش های
١ – جـوش اتـویی
٢- جـوش الکتـرو فیـوژن
٣ – تولید نر و مادگی بر روی لوله تولیدی و استفاده از اورینگ
۴- اکسترودر دستی استفاده می شود
دسـتگاه جـوش اکسترودر دستی از قسمت های ذیل تشکیل شده است :
١- مخزن ورودی که مواد تغذیه کننده جوش از طریق آن به داخل اکسترودر رانده می شود،
٢- المنتهای تولید حرارت : این المنتها در درون محفظه دستگاه قرار داشته و به منظور خمیری نمـودن مـواد جوش که به حالت جامد می باشند، استفاده می شود.
٣- بدنه بیرونی دستگاه
۴- مخلوط کن مواد جوش که درون بدنه دستگاه قرار دارد و به منظور مخلوط نمـودن مـواد جـوش بکـارمی رود.
۵ ) لوله خروجی دستگاه : که مواد مخلوط و گرم شده از آنجا خارج می گردد. مواد جوش : ترکیب مواد جوش باید با مواد اولیه تشکیل دهنده جنس لوله همخـوانی و مطابقـت داشـته باشـد.
این مواد در کارگاه به دلیل رنگ آنها به مواد جوش سفید و سیاه معروفند که معمولا با نـسبت ٨۵ % سـیاه و ١۵ % سفید ترکیب می گردند. البته گاها به دلیل تغییر در نوع مواد این نسبت بلعکس گردیده و یا در صد مـواد ترکیبـی نیز تغییر نموده است . به هرحال باید قبل از اسـتفاده از ایـن مـواد، درصـد اخـتلاط آنهـا در آزمایـشگاه مخصوص لوله پلی اتیلن مـستقر در کارخانه تولید لوله پلی اتیلن مشخص و ابلاغ گردد. جوشکاری : در کارگاه با توجه به روش های مختلف جوشکاری ذکر شده ، متناسب با شرایط و امکانات ، از جـوش کاری به روش اکسترودر دستی وگرم کننده استفاده می شود.
مراحل جوشکاری ۱- پاکسازی محل جوش : در جوشکاری لوله های پلی اتیلن محل جوش باید به گونه ای پاکـسازی شـود کـه عاری از هرگونه غبار، گل و لای و یا چربی باشد. ضمنا لایه نازکی از لوله در محل نیز باید برداشته شـود. در واقع می توان گفت از مهمترین پارامترها در تضمین کیفیت اتصال جوش ، بکر بودن و یـا جدیـد بـودن سطوح مورد جوشکاری خواهد بود . ٢- پیش گرم نمودن محل سطوح جوشکاری : پیش گرم نمودن محل سطوح جوشکاری با رعایت دقیـق نکـات تکنیکی باید صورت پذیرد، پیش گرم نمودن محل جوش نباید به گونـه ای باشـد کـه سـطح مـورد نظـر، بسوزد، به گونه ای که بوی آن به مشام برسد. به منظور جلوگیری از این موضوع جوش ، بایـد متناسـب بـا ضخامت لوله و دمای محیط و دیگر موارد،کنترل و تنظیم گردد. پیش گرم نمودن محل جوش باعث نفـوذ خمیر جوش در عمق کار خواهد بود. هرچه دمای پـیش گـرم نمـودن محـل جـوش ، در عمـق بـشتری از ضخامت سطح ، نفوذ کرده باشد، استحکام جوش قویتر خواهد بود. ٣- خمیر گذاری و فشردن آن : به منظور خمیرگذاری باید از دو نفرکارگر استفاده نمود. یـک نفـر بـه منظـور نگهداری دستگاه اکسترودر و نزدیک نمودن دستگاه به محل جوش و تغذیه دستگاه جوش و نفر دیگـر بـه منظور فشردن مواد جوش (خمیر) به محل اتصال با استفاده از یـک چکـش مخـصوص کـه از دو قـسمت دسته و کله (سر) تشکیل شده است . قسمت دسته آن معمولا از جنس چـوب اسـت و طـول آن ١٠ تـا ١۵ سانتی متر و قسمت کله آن معمولا از جنس پلاستیک فشرده می باشـد. شـکل قـسمت کلـه بـه صـورت کمانی است .
بحث و نتیجه گیری
با توجه به آنچه در این بررسی به انجام رسیده است ، موارد زیر را به عنوان نتیجه گیری می توان در نظر گرفت :
١- استفاده از مصالح مناسب به منظور پوشش اطراف لوله های پلی اتیلن الزامی است .
٢- طراحی لوله های پلی اتیلن برای مصرف مورد نظر صورت گیرد. در صورت تولید لولـه هـا، کنتـرل مـوارد مربوط به طراحی به منظور لوله تولید شده .
٣- عرض حفاری باید با توجه به شرایط طرح تعیین گردد.
۴- به منظور انجام اتصال مناسب لوله ها به یکدیگر مراحل جوشکاری به دقت کنترل گردد.
منابع مورد استفاده
١- استاندارد ASTM D٢٣٢١.
٢- استاندارد CAN/CSA B١٨٢١١، CAN/CSA B١٢٠١١٩۵ .
٣- شرکت مهندسی مشاور سازاب پردازان . (١٣٨٣). "دستورالعمل بهره برداری از خطـوط لوله های پلی اتیلن ".
۴- شرکت توسعه نیشکر و صنایع جانبی . (١٣٨٠). " دستورالعمل نصب لوله های پلی اتیلن " .
۵- ملکی ، م . (١٣٨٣). " طراحی . طراحی لوله های پلی اتیلن دو جداره موج دار" ، معاونـت امـور مهندسـی ، دفتر نظارت بر طرحهای فاضلاب غرب کشور.
۶- ملکی ، م . (١٣٨٣). " کاربرد لوله های پلی اتیلن دو جداره موج دار"، معاونت امور مهندسی ، دفتر نظارت بر طرحهای فاضلاب غرب کشور.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
فرامرز هرمزی : استادیار مهندسی شیمی دانشگاه سمنان با گرایش محاسبات عددی و مدلسازی
جواد بیات : دانشجوی کارشناسی دانشگاه سمنان
شاهین صداقت شریفی : مهندس مکانیک، مدیر کنترل کیفیت شرکت گاز استان سمنان
سمنان، دانشکده مهندسی دانشگاه سمنان – fhormozi@semnan.ac.ir
ارائه شده در یازدهمین کنگره ملی مهندسی شیمی ایران – تهران- دانشگاه تربیت مدرس- ٧ الی ٩ آذرماه ۱۳۸۵
چکیده :
تعیین درجه حرارت هوای فشرده درون لوله های شبکه، یکی از مهمترین عوامل در آزمایش مقاومت نشتی شبکه های گاز رسانی است . اما در این آزمایش چند سوالاتی وجود دارد از قبیل: آیا ٢۴ ساعت زمان آرام سازی کافی است؟ درجه حرارت محیط در این آزمایش چه اثری دارد؟ اثر سایر عوامل (از قبیل قطر لوله، وضعیت نصب چاله حرارتی نسبت به لوله گاز، جنس خاک ) در این آزمایش چیست؟ در این مقاله مبانی نظری این آزمایش بررسی و معادلات انتقال حرارت مربوطه استخراج شد. این معادلات با روش دینامیک سیالات محاسباتی CFD و نرم افزار Fluent حل شد. برای بررسی صحت و دقت نتایج محاسبه شده ، از مقادیر اندازهگیری شده در آزمایش مقاومت نشتی شرکت گاز استان سمنان استفاده شد و در پایان پاسخ سوالات فوق به دست آمد. زمان آرام سازی در فصول مختلف سال متفاوت است و با افزایش قطر لوله، زمان آرام سازی تغییر می کن د. با این وجود ۲۴ ساعت زمان آرام سازی مناسب است. در طول شبانه روز، درجه حرارت محیط متغیر است . این تغییرات از طریق بدنه فلزی چاله حرارتی و حسگر مربوطه به روغن موجود در انتهای چاله منتقل می شود بنابرای ن درجه حرارت چاله های حرارتی نیز در طول شبانه روز با دامنه کمتری تغییر میکند که این تغییرات کاذب است. بهترین شیوه نصب چاله های حرارت ی، هم راستا بودن محوری آنها با لوله گاز است و جنس خاک منطقه در آزمایش مقاومت نشتی موثر نیست.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
استفاده از لوله های غیر فلزی در صنعت گاز فرانسه در سال ۱۹۶۰ میلادی آغاز شد . از آن زمان تاکنون، لوله های غیرفلزی در بسیاری از کشورها به کار برده شده است. پلی اتیلن یکی از مناسبترین مواد برای ساخت لولههای توزیع گاز مدفوناست. زیرا لولههای پلی اتیلنی دارای وزن کم، انعطافپذیری زیاد و مقاومت شیمی ایی، سایشی و خوردگی مناسب هستند . استفاده از لولههای پلی اتیلنی در شبکههای گازرسانی ایران در حال گسترش است. این لوله ها در شبکه های گازرسانی با فشار بهره برداری تا 60 psig به کار برده میشوند.
علیرغم تغییرات ایجاد شده در جنس لوله ها، روش آزمایش مقاومت نشتی تغییر نکرده و به این صورت انجام می شود که پس از حفر کانال، لوله گذاری و پر کردن کانال، هوای فشرده با فشار تقریبی یک و نیم برابر فشار بهره برداری به درون لولههای مدفون تزریق میشود. درجه حرارت هوا در اثر تراکم افزایش یافته و به حدود 350K میرسد. این درجه حرارت از درجه حرارت لوله های مدفون و خاک اطراف آن بیشتر است بنابراین برای هم دمایی هوای درون لوله ها و محیط اطراف آن، ۲۴ ساعت زمان آرام سازی در نظر گرفته و پس از آن در دو روز متوالی و با فواصل زمانی دوساعت، درجه حرارت نقاط مختلف در طول خط لوله اندازهگیری می شود. طبق روش مرسوم، درجه حرارت هوای فشرده درون لوله ها به طور مستقیم اندازه گیری نمیشود بلکه درجه حرارت در چند چاله حرارتی تعبیه شده در نزدیکی لوله های شبکه (شکل ۱) اندازه گیری میشود. اما میان درجه حرارت اندازه گیری شده در چالههای حرارتی و درجه حرارت هوای فشرده درون لوله های شبکه چه رابطه ای وجود دارد؟ آیا درجه حرارت تعیین شده در چاله های حرارتی با درجه حرارت هوای فشرده درون لوله های شبکه برابر است؟ آیا زمان آرام سازی ( زمان همدمایی بین چاله های حرارتی و هوای فشرده داخل لوله های شبکه ) کافی است؟
سایر عوامل نظیر قطر لوله، موقعیت نصب چاله های حرارتی نسبت به لوله، جنس خاک، درجه حرارت محیط چه اثری در این آزمایش دارند؟
برای پاسخ به سوالات فوق از مدلسازی و حل عددی معادلات استفاده می شود . مقالاتی در ارتباط با مدلسازی انتقال حرارت از لوله عایق دار منتشر شده است . اما مقالات منتشر شده در مورد انتقال حرارت از لوله های پلی اتیلنی مدفون، بسیار محدود است . در این مقاله مبانی نظری این مساله بررسی و معادلات انتقال حرارت مربوطه استخراج شد. یکی از ویژگی های این مقاله، در نظر گرفتن انتقال حرارت جابجایی آزاد برای هوای فشرده درون لوله ها است . این معادلات با روش های عددی دینامیک سیالات محاسباتی CFD و با استفاده از نرمافزار Fluent حل شد. مقدار و اثر عوامل مختلف روی نتایج نیز بررسی شد . برای تعیین صحت و دقت نتایج محاسب اتی، از مقادیر اندازه گیری شده در آزمایش مقاومت نشتی شرکت گاز استان سمنان و مقادیر تجربی منتشر شده، استفاده شد.
تعریف مساله
کانالی به عمق 5 متر حفر می شود. در کف کانال به ارتفاع ده سانتی متر، / ۱ متر و پهنای ۵ /۴-۱/ برای لوله گذاری، خاک رس ریخته و لوله گاز در کانال قرار داده می شود . روی لوله به ارتفاع بیست سانتی متر خاک رس ریخته می شود .سپس نوار هشدار دهنده وجود لوله گاز روی سطح خاک رس قرار داده شده و در پایان، خاک خارج شده از کانال به داخل آن باز گردانده می شود. در شکل ( ۱) طرح ساده ای از کانال، لوله گاز و قسمت های مختلف آن نشان داده شده است.
در شبکه لوله های گاز ایران از لوله های پلی اتیلنی PE-2406 , PE 3408 استفاده می شود . قطر لوله های مورد بررسی در این طرح ۶۳،۹ , 110 , ۱۲۵ و ۱۶۰ میلی متر است. طبق استاندارد موجود، نسبت قطر به ضخامت این لوله ها یازده SDR 11 است بنابراین با داشتن قطر هر لوله، ضخامت آن نیز تعیین می شود.
شکل ( ۱) طرح ساده ای از کانال، لوله گاز و قسمت های مختلف آن. در اطراف لوله گاز فقط خاک رس وجود دارد.
برای انجام آزمایش مقاومت نشتی از هوای فشرده استفاده می شود . هوا با درجه حرارت تقریبی 350K و با فشار حدود 100 – 110 PSI به درون لوله های پلی اتیلن تزریق می شود . متوسط درجه حرارت اولیه لوله و خا ک اطراف آن در فصول مختلف سال بین حداقل صفر تا حداکثر سی درجه سانتیگراد تغییر می کند . محاسبات فقط برای دو حالت حداقل و حداکثر درجه حرارت انجام شد.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
نتایج و بحث
در شکل ( ۳) نتایج محاسبات انتقال حرارت گذرا برای لوله با قطر ۱۶۰ میلی متر بصورت خطوط درجه حرارت ثابت در طول زمان آورده شده است . تغییرات درجه حرارت برای سایر لوله های با قطر کمتر از ۱۶۰ میلی متر، از این مقادیر کمتر است. مشاهده می شود که با انجام تبادل حرارت میان هوا و جداره داخلی لوله، بتدریج حد اکثر درجه حرارت هوا کم می شود. درون لوله جریان جابجایی آزاد ایجاد می شود . این جریان باعث افزایش نرخ انت قال حرارت به جداره داخلی لوله می شود. حرارت منتقل شده در جداره داخلی لوله به طریق هدایت به بیرون لوله نفوذ می کند که با تغییر رنگ در طول زمان مشخص شده است .در بیرون لوله خاک رس وجود دارد که حرارت عبوری از جداره لوله وارد آن می شود . در اینجا از مقاومت سطح تماس میان لوله و خاک صرف نظر شده است . وجود این مقاومت باعث کاهش حرارت منتقل شده میان این دو جسم می شود.
محاسبات نشان می دهد که بیشترین زمان برای همدمایی هوا و محیط اطراف آن ۱۵۰ دقیقه است. در شکل ( ۴) تغییر درجه حرارت در داخل لوله، جداره لوله و خاک اطراف آن بصورت منحنی نشان داده شده است . در چنین شرایطی، تغییر درجه حرارت ایجاد شده در محل چاله حرارتی کمتر از یک دهم درجه است که با توجه به دقت حسگر حرارتی مورد استفاده، این تغییر درجه حرارت قابل اندازه گیری نیست.
شکل ۲.در شبکه بندی این مساله از ۹۸۵۰ سلول با سه نوع مختلف استفاده شد. شبکه دایره ای برای درون لوله، جداره لوله و فضای بزرگی به شعاع ۲۰۰ میلی متر در اطراف لوله انتخاب شد. در قسمت بالایی کانال از شبکه مستطیل شکل یکسان استفاده شد و فاصله بین این دو منطقه، با شبکه های مثلثی پر شد
محاسبات با درجه حرارت محیط صفر درجه نیز تکرار و ملاحظه شد که با کاهش درجه حرارت محیط، زمان آرام سازی از دو و نیم ساعت به حدود سه ساعت افزایش یافت اما بهر حال این زمان از ۲۴ ساعت زمان در نظر گرفته شده برای آرام سازی، بسیار کمتر است.
شکل ( ۳) نشان می دهد که منطقه متاثر از درجه حرار ت هوای گرم داخل لوله فقط در محدوده خاک رس اطراف لوله قرار دارد بنابراین خاک منطقه در این آزمایش بدون تاثیر است . همچنین در این شکل مشاهده میشود که بیشترین درجه حرارت جداره لوله و خاک اطراف آن، در بالاترین قسمت لوله قرار دارد . بعلاوه توزیع درجه حرارت در سطح مقطع لوله متقارن است. این موارد به دلیل وجود پدیده جابحایی آزاد در انتفال حرارت درون لوله است. به این ترتیب که گرم ترین هوا در بالاترین قسمت لوله جمع می شود و با تبادل حرارت با جداره داخلی لوله و سرد شدن، جای خود را به هوای گرم تر لایه های پایین تر میدهد و هوای سرد شده از مجاور دیواره لوله پایین می آید . از این موضوع می توان نتیجه گرفت که مناسب ترین مکان برای نصب چاله حرارتی، در راستای محور عمودی سطح مقطع لوله (مانند وضعیت نشان داده شده در
شکل ( ۱)) است.
شکل ( ۳) نتایج محاسبات انتقال حرارت گذرا برای لوله با قطر ۱۶۰ میلی متر بصورت مناطق با درجه حرارت ثابت در طول زمان
در مرحله بعدی، اثر درجه حرارت محیط بر درجه حرارت اندازه گیری شده چاله حرارتی ( که معادل با درجه حرارت هوای داخل لوله فرض می شود ) مورد بررسی قرار گرفت . برای مدل کردن اثر درجه حرارت محیط در آزمایش مقاومت نشتی ، ابتدا منابع گرمایی خاک شناسایی شد. منبع اصلی گرمایش خاک، تابش خورشید است. بخش بزرگی از انرژی خورشید توسط اتمسفر زمین، ابرها، دی اکسید کربن و بخار آب و ذرات معلق موجود در هوا به فضا بازتاب و یا جذب شده و فقط بخش کوچکی از انرژی تابشی خورشید به سطح زمین میرسد . بخشی از انرژی رسیده به سطح زمین، بازتاب شده و بخش دیگری از آن برای تبخیر آب موجود در سطح زمین مصرف می شود . به این ترتیب فقط بخش کوچکی از انرژی تابشی خورشید برای گرم کردن خاک در طول روز مصرف می شود . مقدار افزایش درجه حرارت خاک به موقعیت محل، صافی هوا، ناهمواری های سطح زمین، جنس و رنگ خاک وابسته است . از طرف دیگر در طول شب، بخشی از انرژی سطح زمین به محیط منتقل می شود . بنابراین انرژی گرمایی وارد شده به لایه های مختلف خاک در طول روز، بتدریج در طول شب خارج می شود.
محاسبات اتنقال حرارت در طول ۲۴ ساعت ( یک شبانه روز ) نشان می دهد که به دلیل کوچک بودن ضریب پخش حرارتی خاک، درجه حرارت لایه های فوقانی، حداکثر تا عمق ۵۰ سانتی متری تغییر می کند. از عمق ۵۰ سانتی متر پایین تر، درجه حرارت خاک در طول شبانه روز ثابت است . اندازهگیری های تجربی درجه حرارت خاک در طول شبانه روز این محاسبات را تایید می کند. بنابراین انتظار میرود تغییر درجه حرارت محیط در طول شبانه روز روی درجه حرارت هوای داخل لوله ها و چاله های حرارتی که درعمق بیشتر از یک متری خاک قرار دارند، بدون اثر باشد . اما اندازهگیریهای شرکت گاز سمنان نشان می دهد که با تغییر درجه حرارت محیط در طول شبانه روز، درجه حرارت خوانده شده در چاله های حرارتی نیز تغییر می کند . ممکن است یکی از دلایل این مساله، انتقال حرارت توسط جداره فلزی غلاف چاله حرارتی از سطح زمین به روغن موجود در انتهای چاله باشد. برای بررسی درستی این فرضیه، قسمت بالای غلاف چند چاله حرارتی عایق بندی شده و مشاهده شد که در طول شبانه روز، تغییرات درجه حرارت خوانده شده از چاله حرارتی کمتر شد . این نتیجه تایید کننده فرضیه انتقال حرارت توسط غلاف فلزی چاله حرارتی است . بنابراین پیشنهاد می شود که بدنه چاله های حرارتی در آزمایش مقاومت نشتی از مواد غیر فلزی ساخته و در انتهای آن یک محفظه فلزی تعبیه شود.
نتیجه گیری
در این مقاله مبانی نظری آزمایش مقاومت نشتی لوله های گاز مورد بررسی قرار گرفت. در مدلسازی انتقال حرارت درون لوله، جابجایی آزاد به کار گرفته شد . عوامل موثر بر ضریب هدایت حرارتی خاک به تفصیل بررسی شد . معادلات حاکم بر این مساله با روش های CFD و نرمآفزار Fluent حل و مشخص شد که زمان مورد نیاز برای همدما شدن هو ای فشرده درون لوله و محیط اطراف آن (زمان آرام سازی ) در فصول مختلف سال متفاوت است . اما ۲۴ ساعت با ضریب اطمینان بزرگ برای آن مناسب است.
نتیجه دیگر این تحقیق ناچیز بودن اثر تغییرات درجه حرارت محیط بر نتایج آزمایش مقاومت نشتی است . تغییراتی که هم اکنون مشاه ده میشود در اثر انتقال حرارت جداره فلزی چاله حرارتی است که با اصلاح آن این تغییرات حذف می شود . همچنین مشخص شد که بهترین وضعیت نصب چاله حرارتی، در راستای محور عمودی سطح مقطع لوله است.
تقدیر و تشکر
نویسندگان این مقاله ازحمایت های شرکت گاز استان سمنان برای تامین هزینه های اجرای این طرح پژوهشی، سپاسگزاری می کنند.
مراجع
۱-اختیارزاده امیر سعید، مکانیک وسایل و دستگاههای گازرسانی، آموزش نیروی انسانی شرکت ملی گاز ایران ۱۳۸۱
2- CEN 1555-2, Plastics piping systems for gaseous fuels supply PE, part 2 1996
3- Materials and Equipment qualified for use in natural gas systems, 4acfr part 192 2002
4- Zaki G. M. et al, Optimization of multilayer thermal insulation for pipelines, Heat Transfer Eng. Vol.21, 2000
5- Campo, A. Quick Algebraic Estimate of the Thickness of insulation for pipelines, Heat transfer Eng.Vol. 23, 2002
6- Patankar S., Numerical heat Transfer and Fluid Flow, Hemisphere, Washington D.C. 1980
7- Fluent Manual, Fluent Int. 1998
8 – Ghildyal, B.P., Soil Physics, Wiley Eastern Limited, 1987
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
خلیل کوشیان : دانشجوی کارشناسی ارشد , دانشگاه علم و صنعت ایران
محمد ریاحی : دانشیار دانشگاه علم و صنعت ایران
محمد فرجی : دانشجوی دکترا , دانشگاه علم و صنعت ایران
منتشر شده در هفدهمین کنفرانس سالانه مهندسی مکانیک در سال ۱۳۸۸ چکیده :
فرآیند جوش بات فیوژن یا لب به لب یکی از مرسوم ترین روشهای اتصال و جوش لوله های پلی اتیلن میباشد. مرحله حرارت دهی یا جذب حرارت مهم ترین مرحله در این روش میباشد. کیفیت جوش به ضخامت لایه مذاب و مقدار ماده مذاب موجود در لبه جوش بستگی دارد لذا تعیین توزیع درجه حرارت و عمق لایه مذاب برای پیش بینی کیفیت جوش بسیار اهمیت دارد. در این تحقیق انواع مدلهای انتقال حرارت وارد در این فرآیند به صورت تحلیلی بررسی و اثرات آنها شناسایی شده است و در ادامه به بررسی معادله دیفرانسیل حاکم بر مساله انتقال حرارت در جوش لب به لب پرداخته شده است و در نهایت یک مدل عددی(FEM) از فرآیند جذب حرارت با در نظر گرفتن شرایط فیزیکی حاکم در جوش برای تعیین توزیع درجه حرارت در آن تهیه شده است و با نتایج تجربی موجود مقایسه شده است . نتایج شبیه سازی با نتایج تجربی توافق خوبی را نشان میدهد.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مهم ترین عواملی که باعث این انتخاب شده است عبارتند از:
– هزینه های پایین نصب ونگهداری نسبت به لوله های فلزی
– مقاومت بالا در برابر خوردگی
– مقاومت شیمیایی بالا
– حد دوام و عمر بالاتر(حداقل ۵٠ سال )
– مقاومت بالا در برابر بارهای ضربه ای ناگهانی مانند زلزله .
برای اتصال لوله ها در شبکه های پلی اتیلن گاز و آب از چندین روش استفاده می شود که مهم ترین و شناخته شده ترین این روشها جوش لب به لب (بات فیوژن ) و جوش الکتروفیوژن میباشد.
در جوش بات فیوژن یا لب به لب ابتدا برای رفع آلودگی، سطوح اتصال را به صورت دقیق تمیز میکنند یا برای انطباق دقیق سطوح انتهای لوله ها را پیشانی تراشی می کنند تا سطوحی صاف و عمود بر هم حاصل شود. بعد از آن سطوح را در تماس با یک پلیت حرارتی یا هیتر قرار می دهند و فاز گرمایش آغاز میشود. معمولاً فاز گرمایش در لوله ها در دو مرحله انجام می شود. فازاول گرمایش با حضور عامل فشار و فاز دوم گرمایش که معمولاً مقدار فشار محوری اعمال شده بسیار کم و در حدود صفر است . در فاز اول گرمایش یک فشار اولیه در انتهای لوله به صورت یکنواخت اعمال می شود که زمان این فاز در استانداردها مشخص است و برای لوله باSDR١١١(قطر خارجی mm١۶٠ و ضخامت mm ١۴/۶در حدود ٢٢ ثانیه میباشد. بعد از تشکیل گرده اولیه جوش فاز دوم مرحله گرمایش که در آن فشار اعمالی بر انتهای لوله در حدود صفر است آغاز میشود. زمان این فاز در حدود ١٧۵ ثانیه است . مرحله بعدی مرحله تغییر وضعیت ٢ و کنار رفتن پلیت حرارتی و اتصال سطوح مذاب و نرم شده تحت اثر یک فشار معین میباشد. این مرحله به طور همزمان با مرحله خنک کاری و سرد کردن می باشد و نفوذ مولکولی و خنک کاری با هم همپوشانی دارند. در شکل زیر مراحل جوش به صورت شماتیک و به صورت یک گراف ارائه شده است .
مرحله حرارت دادن را به عنوان مهم ترین و بحرانی ترین مرحله جوشکاری میشناسند، زیرا جوش دو سطح بدون ایجاد لایه مذاب نازک یا نرم شده در محل اتصال دو سطح غیرممکن است .تخمین توزیع دما در سطوح اتصال جوشکاری کاربرد بسیار زیادی دارد.
توزیع دما را میتوان برای تخمین اندازه منطقه متأثر از دما و نوع میکروساختار ایجاد شده توسط فرایند، تخمین انبساط حرارتی و اندازه تنش های پسماند در قطعات جوشکاری شده استفاده کرد.
تعدادی تحقیق در موضوع جوش لب به لب وجود دارد ولی در آنها محقیقن به توضیح تئوری فرآیند حادث شده در مراحل مختلف جوش لب به لب نمی پردازند و همچنین در این تحقیقات به کل فرآیند نیز پرداخته نمیشود. لسکویچ به بررسی تاثیر جوش لب به لب بر روی میکروساختار جوش و مقایسه با ساختار اصلی لوله پرداخته است .
کولا لوکا و همکارانش بر روی بهینه سازی فرآیند جوش لب به لب با استفاده از پارامترهای مؤثر بر آن و انجام یک سری آزمایشهای تجربی با استفاده از روش آماری F.F.T پرداخته است . ژائو و همکارش به بررسی اثر آلودگی سطوح بر روی جوش لب به لب لوله های پلی اتیلن و لو و همکارانش به بررسی تأثیر پارامتر فشار و آلودگی سطوح بر روی مقاومت و کیفیت جوش پرداخته اند. آز.وود به بررسی و تحلیل عددی فرآیند انتقال حرارت جوش لب به لب در لوله های پلی اتیلن با استفاده از روش دیفرانسیل محدود پرداخته است و یک مدل ریاضی برای مساله بدست آورده است .
با توجه به مرور تحقیقات انجام شده در جوش لب به لب ، در زمینه مدلسازی عددی فرآیند جذب حرارت کارهای چندان زیادی انجام نشده است و نیز با توجه به اینکه پایه تئوری محکمی برای مدلسازی کامپیوتری فرآیند جهت بهینه سازی پارامترهای جوش وجود ندارد در این مطالعه به منظور درک بهتر فرآیند جوش لب به لب و تاثیر پارامترهای مختلف بر روی توزیع دما در فرآیند جذب حرارت ابتدا به مطالعه تئوریک انتقال حرارت و معادله دیفرانسیل حاکم بر آن پرداخته شده است و در نهایت یک مدل کامپیوتری بر مبنای استفاده از روش المان محدود(FEM) تهیه شده است و با نتایج تجربی مقایسه شده است . از نتایج این مطالعه میتوان برای بهینه سازی فرآیند جوش و تخمین اندازه منطقه HAZ استفاده کرد.
انتقال حرارت در فرآیند جوش لب به لب تحلیل تئوریک انتقال حرارت
در حالت کلی در جوش لب به لب انتقال حرارت به سه طریق کنوکسیون ، هدایت و تشعشع انجام می شود و هر یک از آنها در مراحل مختلف وارد می شوند و تاثیر هر یک از آنها در مراحل مختلف ممکن است متغیر باشد. در این قسمت از : ٢-Q١ : مقدار گرمای انتقالی به ازای واحد زمان بین جسم (١) و (٢) ٢-q١ : انتقال حرارت به ازای واحد زمان بین سطح (١) و (٢) استفاده شده است .
انتقال حرارت به طریق هدایت
هدایت حرارتی مهم ترین مد انتقال حرارت بین لوله و پلیت حرارتی میباشد و شار حرارتی از سمت پلیت به سمت لوله می باشد و مقدار
آن با استفاده از رابطه هدایت حرارتی فوریه محاسبه میشود:
انتقال حرارت به طریق تشعشع
در دستگاه جوش لب به لب قطر پلیت حرارتی در حدود mm ٣۵٠ است که برای جوش لوله ای به قطر mm ١۶٠ و ١١=SDR
استفاده میشود. بنابراین با این اندازه قطر پلیت انتقال تشعشعی گرما بسین حلویل ن و تپالثییرت دقااربد. شچشم حراپروتشیی ت نشیعسشت عیو بیبرن رسویطح توپزلییع ت (د١م)یو سطح لوله (٢) ٢-qr١ را می توان با استفاده از رابطه زیر به دست آورد:
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
نتیجه گیری و جمع بندی
در این تحقیق فرآیند جذب حرارت در جوش لب به لب به دو روش تئوریک و عددی بررسی شد و عمق نفوذ حرارت و عمق لایه مذاب به دو روش به دست آمد. مقدار تئوریک محاسبه شده mm۵ است که کمتر از مقدار تجربی اندازه گیری شده با ترموکوپل یعنی mm۴ می باشد. این اختلاف اندک را میتوان به دلیل ایده آل در نظر گرفتن تماس بین لوله و پلیت و نادیده گرفتن شرایط واقعی تماس بین لوله پلی اتیلن و پلیت و مقاومت تماسی بین آنها دانست .
در شبیه سازی عددی نتایج توزیع دمایی و عمق لایه مذاب با نتایج تجربی مطابقت قابل قبولی دارد. برای فواصل نزدیک توزیع دماییتطابق و همسانی بسیار خوبی با نتایج تجربی دارد ولیبرای فواصل دورتر از پلیت نتایج شبیه سازی با نتایج تجربی تطابق ندارد که دلیل آن را می توان به خاطر نادیده گرفتن مد انتقال حرارت تشعشعی در شبیه سازی عددی دانست .
برای بهبود نتایج شبیه سازی پیشنهاد میشود که خواص آنتالپی ذوب و تغییرات آن با تغییر دما در نظر گرفته شود و همچنین تشعشع به عنوان یک عامل مهم در انتقال حرارت نیز در محاسبات وارد شود.
مراجع
1 – ISO11414, "Plastic pipes and fitting- preparation of polyethylene (PE) pipe/pipe or pipe/fitting test pieces assemblies by butt fusion",first edition , 1996.
2 – Benkreira H., Shillitoe S., Day A.J., « Modeling of the Butt Fusion Welding Process», Chemical Engineering Science, Vol. 46, No. 1, pp. 135, 1991.
3 – Budak V.M., «Investigation of the Thermal Aspects of Contact Butt Welding in Polyethylene Tubes », Svar. Proiz., No. 1, pp.5, 1997.
4 – Shillitoe S., Day A.J., Benkreira H., «A Finite Element Approach to Butt Fusion Welding Analysis », Proc. Instn. Mech. Engrs., Vol. 204, pp. 95, 1990.
5 – .A.Grewell, A.Benatar, J.B.Park,”Plastics and Composites Welding Handbook”,2003, Hanser
Publisher, munich.
6 – K. Leskovics, M. Koll´ar, P. B´arczy ," A study of structure and mechanical properties of welded joints in polyethylene pipes",2005.
7 – M. A. Colaluca; L. L. Earles; S. C. Malguarnera,." Fractional Factorial Testing to Determine Processing Parameters Producing Acceptable Heat Fused Joints In Polyethylene Pipe",Superior Oil Company, Lafayette, Louisiana,(1983).
8 – Jack Q. Zhao, Lyne Daigle, and Denis Beaulieu, "Effect of joint contamination on the quality of butt-fused high-density polyethylene (HDPE) pipe", (2002).
9 – X.Lu, R.Qian, N.Brown, G.Buczala, "The Effect of Pressure and Contamination on Slow Cracj Growth in a Butt Fusion in a Polyethylene Gas Pipe", (1992).
10 – A. S. WOOD," Numerical simulation of the butt-fusion welding process", Department of Mathematics, University of Bradford, West Yorkshire BD7 1DP, UK, (1996).
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقایسه خواص لوله های آبیاری تهیه شده از مخلوط پلی اتیلن خالص و بازیافتی
شیرین شفایی : دانشگاه آزاد اسلامی واحد شهرضا، دانشکده فنی و مهندسی ، گروه پلیمر
زهره هادی : دانشگاه آزاد اسلامی واحد شهرضا، دانشکده فنی و مهندسی ، گروه پلیمر
اصفهان ، شهرضا، بلوار پاسداران ، دانشگاه آزاد اسلامی ، دانشکده فنی و مهندسی ، گروه پلیمر ٠٩١٣٣٠٣۵٢٨٨ چکیده :
یکی از روشهای مقرون به صرفه برای بازیافت محصولات پلیمری ، بازیافت مکانیکی است . در این تحقیـق از ایـن روش برای تهیه لوله های آبیاری استفاده شده است . لوله های مورد نظر از آمیزه پلی اتیلن خـالص و بازیـافتی و در دو گـروه ، حاوی ٣٠ و ۵٠ درصد پلی اتیلن بازیافتی تهیه شده اند و خواص آنها با خواص لوله تهیه شده از ١٠٠ درصد پلی اتیلن خالص مقایسه شده است . آزمونهای انجام شده شامل آزمون شاخص جریان مذاب ، کـشش ، فـشار ترکیـدگی و فـشار هیدروستاتیک می باشد. نتایج نشان می دهد که اگرچه اسـتحکام کشـشی نمونـه هـای حـاوی ٣٠ و ۵٠ درصـد مـواد بازیافتی از نمونه حاوی ١٠٠ درصد پلی اتیلن خالص کمتر است ولی شاخص جریان مذاب و فشار ترکیـدگی ایـن دو نمونه با نمونه حاوی ١٠٠ درصد پلی اتیلن خـالص تفـاوت چنـدانی نـدارد و در حـد مقـادیر ذکرشـده در اسـتاندارد لوله های آبیاری است . همچنین لوله های حاوی پلی اتیلن بازیافتی مانند نمونۀ حاوی ١٠٠ درصد پلی اتیلن خـالص در آزمون فشار هیدروستاتیک دچار ترک یا آسیب نشدند.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
پلی اتیلن با دانسیته بالا(HDPE) جایگزین مناسبی برای پلی وینیل کلراید(PVC) در تهیـۀ انـواع خـط لولـه اسـت کـه امروزه سهم چشمگیری از بازار مصرف لوله برای کاربردهای مختلفی مانند شبکه های آبرسـانی کـشاورزی ، آب نوشـیدنی و فاضلاب را بخود اختصاص داده است . این مسئله به دلیل خواص متعدد آن مانند دوام زیاد، عدم نشتی ، مقاومـت در مقابـل خوردگی و چقرمگی بالا است . همچنین انعطاف پذیری و ارتجاعیت این مـاده باعـث شـده اسـت کـه کمتـر از PVC تحـت حفاری ، زلزله یا ضربه مورد آسیب قرار بگیرد. از مزایای دیگر HDPE، عدم وجود کلر، عدم نیاز به افزودنـی هـای خـاص در تولید و سرعت بازیافت بالاتر آن نسبت به PVC است .
در سالهای اخیر سهم عمده ای از کل ضایعات شهری را، مواد پلاستیکی تشکیل می دهند. قـسمت زیـادی از ضـایعات پلاستیکی را مواد ترموپلاستیک بویژه پلی اولفین هایی مانند پلی اتیلن با دانسیته پایین (LDPE)، پلی اتیلن با دانـسیته بـالا و پلی پروپیلن تشکیل میدهد، .با توجه به مصرف بالای پلی اتیلن HDPE برای تهیه لوله ، قسمت زیادی از ضایعات این ماده مربوط به این صنعت است . این ضایعات ، به دلیل مشکلات حین نصب لوله ، نیاز به تغییر ظرفیت خط لوله آبرسانی کلـی، ضـایعات خطوط لوله ساختمانی یا عدم وجود خواص تعریف شده در لوله های تولیدی توسط کارخانه ایجاد میشـوند،. اگـر چـه این ضایعات ، آسیبهای مستقیمی به طبیعت وارد نمیکنند ولی افزایش مصرف این مواد، باعث وجود مقادیر بیـشتر HPDE درضایعات شهرداری می شود که باید به منظور حفظ محیط زیست ، توسط روشهای تعریف شده ، بازیافت شوند. این روشـها شامل بازیافت حرارتی، بازیافت شیمیایی و بازیافت مکانیکی است که امروزه روش بازیافت مکانیکی به دلیل سهولت روش و مزایای اقتصادی، بیشتر بکار برده میشود. این روش شامل طبقه بندی، مرتب کردن ، شناسـایی و تمیزکـردن ضـایعات و در نهایت استفاده از آنها برای تولید محصولات متفاوت است . مهمترین مشکل در زمینه بازیافت مکانیکی این است که مواد بازیافتی به دلیل طی کردن فرآیندهای حرارتی و تجزیه های احتمالی در طول مدت استفاده ، در مقایسه با مواد خالص دارای خــواص مکــانیکی ضــعیفتری مــیباشــند. بنــابراین بــرای تولیــد محــصولات جدیــد از ایــن مــواد بایــد تمهیــداتی درنظرگرفته شود. بدین منظور، درصنعت بازیافت از آمیزه سازی ضایعات با مواد خالص که از لحـاظ اقتـصادی روشـی مفیـد است ، استفاده می شود.
در زمینه بازیافت ضایعات لوله های پلی اتیلن توسـط روش بازیافـت مکـانیکی، تحقیقـاتی صـورت گرفته است . در برخی پژوهشها با استفاده از این ضایعات ، لوله های دو لایه تهیه شده اسـت کـه لایـه داخلـی آنهـا را مـواد ضایعاتی و لایه خارجی را مواد خالص تشکیل داده و برای مـصارف بـدون فـشار ماننـد شـبکه هـای فاضـلاب یـا گـاز بکـار می روند،. در تحقیقات دیگر از لوله های چندلایه برای کاربردهای الکتریکی مانند پوشش دهی سیمها استفاده شده است .
همچنین در برخی پژوهشها، آمیزه پلی اتیلن بازیافتی برای تهیه لوله های شیاردار(corrugate) شبکه فاضلاب مورد اسـتفاده قرار گرفته است که این لوله ها توانسته اند عملکرد مناسبی شبیه لوله های تهیه شده از مواد خالص داشته باشند.
در این تحقیق ، روش بازیافت مکانیکی برای بازیافت لوله های پلی اتیلن آبیاری تهیـه شـده از HDPE مـورد اسـتفاده قرارگرفتـه است . بدین منظور، از آمیزه سازی ضایعات این لوله ها با پلی اتیلن خالص استفاده شده و لولـه هـای آمیـزه ای بـا درصـدهای متفاوتی از مواد ضایعاتی تولید شده اند. سپس خواص این محصولات بررسی و با خواص لوله هـای تهیـه شـده از صددرصـد پلی اتیلن خالص مقایسه شده است . 1- تجربی
2 – مواد پلی اتیلن سنگین مورد استفاده در این پژوهش ، محصول شرکت پتروشیمی بندرامام با نام تجاری EX٣، گرید PE۶٣ و شاخص جریان مذاب برابر با min١٠/gr٠٣۶٣ است . پلی اتیلن سنگین بازیافتی حاصل از لوله های ضایعاتی شرکت آب لولـه است که توسط اکسترودر مذاب و به گرانول تبدیل شده و برای فرآیند مجدد مورد استفاده قرارگرفته انـد. شـاخص جریـان مذاب مواد بازیافتی min١٠/gr٠۴٣٢است . مستربچ مورد استفاده در این تحقیق ، محصول شرکت ویژگان بـسپار اسـت کـه شاخص جریان مذاب آن معادل min١٠/gr١/ ٠و درصد دوده آن برابر ۴٠/١ میباشد.
دستگاهها و روشها
در این پژوهش ، برای تهیه لوله های آمیزه ای، دستگاه اکسترودر موجود در شرکت آب لوله بکارگرفته شد. این اکسترودر دارای وان وکیوم به طول ۶ متر و وان اسپری به طول ۴ متر است که هر دو وان حاوی آب با دمـای ١٩ درجـه سـانتیگراد بود. لوله های تهیه شده با قطر ٩٠ میلیمتر که برای تحمل فشار ۶ بار و با ضخامت معادل با مقادیر ذکر شـده در اسـتاندرد موسسۀ تحقیقات صنعتی ایران در زمینه ابعاد لوله های پلی اتیلنISIRI 1331 تولید شد. درصد پلی اتیلن خـالص مـورد استفاده برای تهیۀ لوله های آمیزه ای در جدول (١) آورده شده است . لازم به ذکر است که در نمونۀ ، میـزان پلی اتیلن خالص و در نمونه های (٢) و (٣)، مقدار مواد خالص و بازیافتی با مقدار مناسب از مستربچ ، بـه گونـه ای مخلـوط شـدند کـه درصد نهایی دوده در لوله ، معادل ٢/٢۵ درصد شود. سپس مواد مورد نظر توسط مخلـوط کـن (Mixer) دسـتگاه اکـسترودر مورد اختلاط قرارگرفته و بوسیله مکش وارد قیف دستگاه اکسترودر شد. دمای نواحی گرمایی اکسترودر از قیف تا حدیـده ، به ترتیب ١۶۵، ١٧۵، ١٨۵، ١٩٠، ٢٠٠ و ٢١١ درجۀ سانتیگراد و دور اکسترودر معادل ٨۴/۵ دور بر دقیقه انتخاب شد. پس از اتمام فرآیند تولید، نمونه هایی از لوله های مورد نظر تهیه و برای آزمونهای مختلف مورد اسـتفاده قرارگرفـت . بـرای تعیـین شاخص جریان مذاب نمونه ها از دستگاه Plastometer مدل ٢٠٠٠ ساخت داخل استفاده شد. برای انجام این آزمون ، از هـر نمونه قطعاتی بردیده و مورد آزمایش قرار گرفت . به منظور آزمون کشش ، پس از تهیه دمبـل از هـر نمونـه توسـط دسـتگاه پرس ، آزمون کشش توسط دستگاه Instron مدل TM–MS ساخت آلمان ، بر روی آنها انجام شد. بـرای انجـام آزمـون هـای فشار ترکیدگی و هیدروستاتیک ، دستگاه های مولد فشار ساخت داخل مورد استفاده قرارگرفت .
نتایج و بحث نتایج آزمون شاخص جریان مذاب
نتایج آزمون شاخص جریان مذاب نمونه ها در جدول (٢) آورده شده است . همان طور که ملاحظه می شـود، بـا افـزایش مواد بازیافتی در لوله ، شاخص جریان مذاب نمونه ها افزایش یافته اسـت . علـت ایـن مـسئله کـاهش جـرم مولکـولی پلیمـر بازیافتی در اثر فرآیندهای حرارتی است که باعث کاهش گرانروی آن میشود، . نکته قابل توجه دیگر این اسـت کـه بـا وجود افزایش میزان پلی اتیلن بازیافتی در نمونۀ ٣، مقدار شاخص جریان مذاب آن ، از مقدار این کمیت برای نمونۀ ٢، کمتر است . این مسئله را میتوان به عدم توانایی بهینه دستگاه اکسترودر مورداستفاده ، برای اختلاط دو فاز، در نمونه حـاوی ٧٠ درصد از پلی اتیلن خالص (نمونه ٢) نسبت داد. به طوری که به نظر میرسد در ضمن اختلاط این نمونه ، زنجیرهای پلی اتیلن خالص نیز تا حدودی دچار تخریب شده اند که این مسئله باعث افزایش شاخص جریان مذاب نمونۀ مـوردنظـر شـده اسـت .
همچنین طبق این نتایج ، اختلاط یک آمیزه با درصدهای مساوی از پلی اتیلن خـالص و بازیـافتی (نمونـۀ ٣) در اکـسترودر مورد استفاده ، بازدهی بالاتری نسبت به نمونه حاوی ٧٠ درصد از مواد خالص داشته است . به نظر میرسد با استفاده از یک اکسترودر دو پیچه یا یک دستگاه تک پیچه با طراحی ماردون خاص میتوان به نتایج بهتری دست یافت .
لازم به ذکر است که علیرغم افزایش شاخص جریان مذاب در نمونه های حاوی پلی اتیلن بازیافتی، مقادیر این کمیـت طبق استاندارد موسسۀ تحقیقات صنعتی ایران در زمینۀ شاخص جریان مذاب لوله های پلی اتیلن (۶٩٨٠ ISIRI)، همچنـان در محدوده اعداد ذکر شده برای لوله های تولیدی از پلی اتیلن سنگین است . طبـق ایـن اسـتاندارد، مقـدار شـاخص جریـان مذاب برای لوله های موردنظر باید کمتر از min١٠/gr٧/ ٠باشد.
نتایج آزمون کشش
نتایج استحکام کششی بر حسب مگاپاسکال و درصد ازدیاد طول نمونه هـای مختلـف در جـدول (٣) و(۴) آورده شـده است . همان طور که ملاحظه میشود با افزایش پلی اتیلن بازیافتی مقادیر این دو کمیت کاهش یافته است . علت این مـسئله ، تخریب زنجیرهای پلی اتیلن بازیافتی در ضمن فرآیندهای حرارتی است . البته علت آن مـیتوانـد بـه دلیـل کـاهش درصـد کریستالیزاسیون در نمونه های حاوی پلی اتیلن بازیافتی نیز باشد،. زیرا تمام نمونه ها در دمـای یکـسان و بـا سـرعت مشابه خنک شده اند درحالیکه تحقیقـات نـشان مـیدهـد کـه نمونـه هـای حـاوی مـواد بازیـافتی بـه دلیـل کوتـاه بـودن زنجیرها برای تبلور نیاز به کاهش انرژی گرمایی تا دماهای پایین تری دارند تا زنجیرهای آنها بتوانند در سـلهای کریـستالی قراربگیرند.
نتایج استحکام کششی در نقطه تسلیم برای لوله های تهیه شده از آمیزه های متفاوت ، در جدول (۵) آورده شده اسـت . همان طور که ملاحظه میشود تمامی نمونه ها دارای استحکام تسلیم مشابهی هستند. این مسئله نشان میدهد که افـزودن پلی اتیلن بازیافتی به لوله های آمیزه ای، تأثیر چندانی در استحکام تسلیم آنها نداشته است .
نتایج آزمون فشار ترکیدگی
برای بررسی استحکام ترکیدگی لوله های ( لوله پلی اتیلن ) تهیه شده از آمیزه های متفاوت از استاندارد موسسۀ تحقیقات صـنعتی ایـران در زمینۀ آزمون فشار ترکیدگی لوله های پلی اتیلن (۴-٧١٧۵ ISIRI) استفاده شده است . طبق این اسـتاندارد، از هـر لولـه ۵ نمونه با طول محاسبه شده از طریق رابطه (١) تهیه شده است .
متن خلاصه
لازم به ذکر است که شکل ترکیدگی تمامی نمونه ها، شبیه شکل ذکر شده در اسـتاندارد۴-٧١٧۵ ISIRI بـوده اسـت .
طبق این استاندارد، ترکیدگی باید همراه با تورم پلاستیکی و در فاصله مناسب از کلاهک صورت بگیـرد. همچنـین مطـابق این استاندارد، حداقل فشاری که لوله باید قبل از ترکیدگی تحمل کند برابر فشار اولیه ای است که دستگاه به نمونه اعمـال می کند. با توجه به اینکه فشار ترکیدگی تمامی نمونه ها حدود ١٠ بار بیشتر از این مقدار بـوده اسـت ، لـذا مـیتـوان گفـت لوله های موردنظر دارای استحکام ترکیدگی مناسب می باشند.
نتایج آزمون فشار هیدروستاتیک
آزمون فشار هیدروستاتیک ، مطابق با استاندارد۴-٧١٧۵ ISIRI بر روی نمونه های مختلف انجام شده است . طبق ایـن استاندارد، نمونه هایی با طول محاسبه شده از رابطه (١)، تهیه و کلاهکهایی روی دو سر آنها نصب شد. سپس توسط ورودی دستگاه فشار هیدروستاتیک ، این لوله ها از آب پر و هواگیری شدند و فشاری معادل مقدار محاسبه شده از رابطه (٢) در آنها اعمال شد. با این تفاوت که برای آزمون فشار هیدروستاتیک در رابطه (٢)، D قطر اسمی لوله برحسب میلیمتـر و & تنـشی است که برای لوله های پلی اتیلن با گریدهای متفاوت ، متغیر است و برای گرید PE۶٣ برابر با ٣/۵ مگاپاسکال درنظـرگرفتـه می شود. پس از اعمال این فشار که مقدار آن برای لوله های موردنظر معادل ۴/٣٨ بار میباشـد، نمونـه هـا وارد وان دسـتگاه فشار هیدروستاتیک که با آب ٨٠ درجه سانتیگراد پر شده است ، شدند و به مدت ١۶۵ ساعت در این شرایط دمـا و فـشار باقی ماندند. طبق استاندارد ذکر شده ، در صورت عدم وجود آسیب یا ترک در نمونه ها در طول این مدت ، آزمون با موفقیت انجام شده است که هر ٣ نمونه موردنظراین آزمون را بدون نقص یا ترک پشت سرگذاشتند. از آنجا کـه موفقیـت نمونـه در این آزمون نشان دهنده طول عمر مفید لوله به مدت ۵٠ سال در دمای ٢۵ درجه سانتیگراد است ، نتایج آن نشان مـیدهـد که هر ٣ نمونه در طول این مدت دچار آسیب یا ترک نخواهند شد.
نتیجه گیری
نتایج بدست آمده از این تحقیق به شرح زیر می باشند:
1 – نتایج آزمون شاخص جریان مذاب نشان میدهد که مقادیر این کمیت برای نمونه های حاوی پلی اتیلن بازیافتی از نمونه حاوی پلی اتیلن خالص بیشتر است که علت آن تخریب زنجیرهای مواد بازیافتی در حین فرآیندهای حرارتی اسـت . بـا ایـن وجود، مقدار این کمیت برای نمونه های حاوی مواد بازیافتی در محدوده اعداد ذکر شده در استاندارد، برای لوله های حـاوی ١٠٠ صددرصد از پلی اتیلن خالص است .
2 – طبق نتایج آزمون کشش ، مقدار استحکام کششی و درصـد ازدیـاد طـول نمونـه هـای حـاوی ۵٠ و ٧٠ درصـد از مـواد بازیافتی کمتر از نمونۀ حاوی ١٠٠ صددردرصد مواد خالص است که علت این مسئله میتواند به دلیل تخریب مواد بازیافتی و کاهش درصد کریستالینیتی آنها باشد .
3 – نتایج آزمون فشار ترکیدگی نمونه ها نشان دهنده مقادیر مشابهی از این کمیت برای لوله های حاوی پلی اتیلن بازیـافتی و نمونۀ حاوی پلی اتیلن خالص است که بیان گر توانایی مناسب نمونه های حاوی مواد بازیافتی در پاسخ گویی به فشار اعمـالی در حین کاربرد است .
4 – طبق نتایج آزمون فشار هیدروستاتیک ، تمامی نمونه ها این آزمون را بدون آسیب یا تـرک پـشت سـرگذاشـتند کـه ایـن مسئله نشان دهنده عدم ایجاد نقص در لوله ها، در خلال طول عمر مفید آنها میباشد.
5 – با توجه به این که آزمونهای تعیین دانسیته ، درصد دوده و درصد برگشت حرارتی نیز بر روی نمونه های حاوی پلی اتیلن بازیافتی انجام شده است و مقادیر بدست آمده از این آزمونها، مطابق با استانداردهای موسسه تحقیقات صنعتی ایران بـرای نمونه حاوی صددرصد پلی اتیلن خالص بوده است ، نتایج آزمونهای انجام شده در این پژوهش نشان میدهـد کـه لولـه هـای موردنظر، خواص مناسب برای کاربرد در مصارف لوله های آبیاری را دارا می باشند. زیرا پاسخ آنها به تمامی آزمونهای لازم در این زمینه ، مشابه نمونه حاوی پلی اتیلن خالص بوده است .
مراجع
١- ابراهیمی، ن .، و شفایی، ش .،" بازیافت آمیزه های پلیمری"، سمینار کارشناسی ارشد، دانشگاه تربیت مدرس ، ١٣٨٣.
2- A. J. Whittle,.D.Pesudovs, Collection and recycling of plastic pipes in demolition and construction waste
stream, Plastics, Rubbor and Composites. 36 (2007) 190.
3- R. Scaffaro, F.P. la Mantia, N. Tzankova Dintchectva, Effect of additive level and of the processing
temperature on the re–building of post consumer pipes for polyethylene blends, European polymer Journal. 43
(2007) 2947.
۴- شفایی، ش .، و ابراهیمی، ن .، "تولید الیاف پلیمری از آمیخته بطریهای PET بازیافتی و PP"، مجله علوم و تکنولـوژی پلیمـر، ١،
.1386
5- G.Parisi, A. Neubauer, Recycling and recovery of plastics, Munish Hanser Publishers. (1996) 331.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
تحلیل تمرکز تنش بر روی زائدهای اضافی ناشی از جوش صفحه داغ قطعات پلی اتیلنی و تاثیر آن در کاهش استحکام خط جوش
محمد شیشه ساز : استاد، دانشکده مهندسی مکانیک، دانشگاه شهید چمران
بابک مهدیپور : دانشجوی کارشناسی ارشد، دانشکده مهندسی مکانیک، دانشگاه آزاد اسلامی واحد اهواز
ارائه شده در همین کنفرانس مهندسی ساخت و تولید ایران , 12-10 اسفند ماه 1388 , دانشگاه صنعتی نوشیروانی بابل چکیده :
در این مقاله اندازه ی تمرکز تنش در اتصال جوشی که از روش صفحه داغ در لوله پلی اتیلن حاصل میشود به کمک روش اجزای محدود و با استفاده از نرم افزار انسیس بررسی شده است. تمرکز تنش در برآمدگی جوش و ابعادی که در هندسه آن بدین ترتیب حاصل می شود، از طریق تغییر شعاع زائده بوجود آمده در جوش، و تغییر زاویه جوش، مورد ارزیابی قرار گرفته است. هندسه ی موجود در این نوع جوش لوله، بر اساس استاندارد جوش صفحه داغ در لولههای پلی اتیلنی است. نمونهی مورد تحلیل بر اساس استاندارد D638 مدل سازی شده است. نتایج بدست آمده نشان میدهند که در پلاستیکها، انجام عملیات پس جوش و ماشینکاری آنها، همانند فلزات، جهت کنترل تمرکز تنش بسیار لازم و ضروری است.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
امروزه جوشکاری پلاستیکها با توجه به کاربردهای گسترده این مواد در صنایع مختلف، لزوم تحقیقات بیشتری را می طلبد. استفاده از پلاستیکها در مهندسی ملزوم وجود روش اتصال مناسب در آنها میباشد. یک نمونه از این اتصالات استفاده از روش صفحه داغ ( جوش بات فیوژن یا جوش لب به لب ) است که به دلیل سادگی و ارزان بودن از روشهای پرکاربرد جوشکاری در پلاستیکها به شمار میرود. این نوع اتصال با ایجاد حرارت و فشار باعث ادغام دو قطعه در هم میشود که بر اثر این فشار زائده های اضافی نیز در طرفین قطعهها ایجاد خواهد شد. این زائده اضافی باعث بوجود آمدن تمرکز تنش به هنگام استفاده از قطعه جوش خورده میشود، که ممکن است منجر به شکست زود هنگام قطعه و خرابی پیش از موعد آن گردد. تحلیل تاثیر پارامترهای جوش در طول چند دهه اخیر مورد توجه بسیاری از محققین بوده است. از جمله کارهای مشابه که البته همگی در زمینه جوش کاری قطعات فلزی شن میباشد، اره به مقاله برگ در مورد تاثیر ضخامت ورق در شکست جوش و مارتین فریا در مورد تاثیر شعاع زائده جوش در مقاومت شکست جوشهای دارای پخ و یا نگوین در مورد تاثیر پارامترهای هندسه جوش در عمر شکست و همچنین تاثیر تنشهای پسماند و هندسه جوش در بهبود عمر شکست اشاره کرد. البته یادآور می شویم که در مورد جوش پلاستیکها تاکنون تحقیقی دراین زمینه انجام نشده و کار موجود در این مورد کاملا جدید میباشد.
در این مقاله، با استفاده از روش المان محدود و به کمک نرم افزار انسیس تمرکز تنش در زائده های اضافی بوجود آمده در اثر فشار وارد شده، در هنگام عملیات جوش دو لوله پلی اتیلنی، بررسی نمونه میشود.مورد نظر بر اساس استاندارد D638 مدل سازی انداز شده و افزایش تنش، ناشی از تمرکز تنش که در اثر تغییر جوشکل محلش حاصل میشود و تاثیر آن بر استحکام نمونهی مورد نظر بررسی شده است.
در سراسر این تحقیق فرض شده:
– جوش بدون هیچگونه نقصی انجام شده منطقه جوش عاری از هیچگونه ترک میباشد.
– از تنشهای پسماند در جوش صرف نظر شده است.
روش تحقیق
در این مقاله با استفاده از روش المان محدود و به کمک نرم افزار انسیس، افزایش یا کاهش تنش در قطعه نمونه به ازای تغییرات ایجاد شده در هندسه جوش را مورد بررسی قرار میدهیم. بدین منظور، نمونهی مورد نظر را در نرم افزار انسیس مدل سازی نموده و پس از شبکه بندی دقیق و قرار دادن بار کششی 5 مگا پاسکال به تحلیل آن پرداخته میشود.
مدل قطعه
به منظور بررسی تمرکز تنش، نمونه استاندارد D638 از محل اتصال در لوله پلی اتیلن چگالی بالا HDPE که با استفاده از جوش صفحه داغ به هم متصل شدهاند، مانند آنچه که در شکل نشان داده شده تهیه شده است. همچنین با توجه به شرایط استاندارد اندازه برآمدگی جوش صفحه داغ لوله مقادیر مناسب این برآمدگی در شکل نشان داده شده. در این مورد از لوله با قطر 75 میلیمتر و ضخامت 3 میلیمتر استفاده شده است. ابعاد نمونهD638 نیز در شکل3 بطور کامل نشان داده شده است. همچنین در شکل شعاع زائده جوش و زاویه جوش نیز نمایش داده شده اند .
مدل المان محدود
در مدل سازی نمونهی مورد نظر، از المان 20 گرهای 95 که کلیهی گره های آن دارای سه درجه آزادی میباشند، استفاده شده است. شکل نمونهی شبکه بندی شدهی این مدل را نشان دلیل میدهد. به حساس بودن اندازه ی تنش در محل اتصال، نقاط اطراف گره جوش مجدداً با المانهای ریزتر شبکه بندی شدهاند.
نتایج و بحث
در شکل زیر توزیع تنش در نقاط مختلف قطعه مشخص شده است. با توجه به این شکل مشخص است که مقدار تنش در زاویه برآمدگی جوش به حداکثر مقدار خود میرسد، که در بخشهای زیر به تفصیل در مورد تاثیر هر پارامتر بر تنش در این نقطه بحث شده است.
تاثیر زاویه جوش بر ضریب تمرکز تنش
با توجه به نمودار رسم شده در شکل 6 مشخص است که با افزایش زاویه جوش ضریب شدت تنش نیز افزایش می یابد. این افزایش به ازای افزایش زاویه از 45 درجه تا 135 درجه فقط حدود 0/3 است.
تاثیر ضخامت ورق
تأثیر ضخامت ورق نیز بر روی مقدار تمرکز تنش در صورت ثابت ماندن بقیه پارامترها بررسی گردید. نتایج حاصل حاکی از آن بود که با افزایش ضخامت ورق تمرکز تنش نیز به مقدار کمی افزایش مییابد. بر اساس نتایج بدست آمده چنین استنباط میشود که به طور کلی، تأثیر ضخامت ورق در اندازههای پایین (زیر 20 میلیمتر) بر تمرکز تنش بسیار اندک و قابل صرف نظر کردن است.
نتیجهگیری
1- تغییر شکل ایجاد شده در جوش صفحه داغ پلاستیکها میتواند باعث بوجود آمدن تمرکز تنش زیادی در قطعه شود.
2- برای برطرف کردن تمرکز تنش میتوان از عملیات سایش یا پس جوش برای افزایش شعاع زائده جوش که باعث کاهش تمرکز تنش میشود استفاده کرد.
3 – تغییر زاویه جوش و ضخامت قطعه تاثیر کمی بر تمرکز تنش ایجاد شده در جوش دارد.
مراجع
1- Berge S."On the effect of plate thickness in fatigue of welds",Eng. Fract Mech., 1985;21(2):423–35. 2- Martins Ferreira JA, Moura Branco CA. "Influence of the radius of curvature at the weld toe in the fatigue
strength of fillet welded joints". Int. J. Fatigue 1989; 11(1):29–36. 3- Nguyen TN, Wahab MA. A., "theoretical study of the effect of weld geometry parameters on fatigue crack
propagation life", Engng Fract Mech., 1995; 51(1):1 –18. 4- Nguyen T.N, Wahab M.A., "The effect of residual stresses and weld geometry on the improvement of fatigue
life", J.Mater Process Technol, 1995;48:581 –8.
5-Astm standard:D638 Standard test method for tensile properties of plastics.
6-The Plastic Pipe Institute, Handbook of Polyethylene Pipe, Washington DC, 2006.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
منتشر شده در اولین کنفرانس لوله و صنایع وابسته در سال ۱۳۸۶ چکیده : لولههای پلی اتیلن به دلیل خواص مقاومت به خوردگی، مقاومت شیمیایی و مقاومت مکانیکی بالا به یکی از مهمترین مواد مورد استفاده در شبکه های انتقال نفت، گاز و آب و مواد شیمیایی تبدیل شده است. روشهای جوش لب به لب و الکتروفیوژن از مهم ترین روشهای جوش و اتصال در این لوله ها میباشد. در این تحقیق ابتدا به مقایسه مختصر خواص فرآیند جوش لب به لب و الکتروفیوژن پرداخته شده است و سپس خواص و ویژگیهای این دو نوع جوش از لحاظ نوع فرآیند جوش مقایسه شده است. هدف از این مقاله بررسی تاثیر نوع فرآیند جوش بر روی خواص کششی و مقاومت در لولههای پلی اتیلن و مقایسه آنها با یکدیگر میباشد. به این منظور ابتدا سه نمونه جوش لب به لب و الکتروفیوژن به صورت تجربی تهیه شد. بعد از انجام فرآیند جوش نمونه های کشش از نمونه بدنه لوله و جوش های انجام شده تهیه شد و با انجام تست کشش استاندارد برای نمونه ها، مقایسهای بین مقاومت کششی، حد نهایی مقاومت کششی و حد تغییر طول در نقطه شکست در نمونه جوش الکتروفیوژن و لب به لب با نمونه اصلی بدنه لوله بدون جوش انجام شده است. نتایج این مطالعه نشان میدهد که مقاومت کششی، حد تغییر طول در نقطه شکست و حد نهایی مقاومت کششی (UTS) در نمونه بدون جوش بیشتر از جوش لب به لب و همچنین در جوش الکتروفیوژن کمتر از جوش لب به لب میباشد. به دلیل یکپارچه بودن و عدم استفاده از کوپلر در جوش لب به لب مقاومت و حد تغییر شکل در آن بسیار بالاتر از جوش الکتروفیوژن میباشد.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
لوله پلی اتیلن
مزیت لوله پلی اتیلن از جنبه های مختلف مانند قیمت، سادگی نصب، مقاومت در مقابل خوردگی، عدم تاثیر بر کیفیت سیال، انعطاف و مقاومت در برابر حرکت خاک و زمین، سبک بودن وزن تا حدود 15 درصد فولاد، روش اتصال ساده و سریع، فابلیت حلقه شدن و تولید با متراژ زیاد و نیاز به اتصالات کمتر موجب گسترش روز افزون این صنعت گردیده است.
حساسیت کاربردی موجب گردیده که تولید و عرضه لوله پلی اتیلن گازرسانی در مراحل مختلف از جمله انتخاب مواد، انتخاب تکنولوژی، شرایط تولید و کنترل کیفیت تحت شرایط و استانداردهای خاص ومعتبر انجام شود .
طراحی گونه های ویژه پلی اتیلن با ساختار و معماری ملکولی خاص و متفاوت از سایرگونه های معمول اهمیت نقش مواد اولیه در کارایی صد ساله لوله پلی اتیلن گاز رسانی را نشان می دهد. از این رو تکنولوژی و شرایط فرایند و همچنین استاندارد، آزمایشات کنترل کیفیت نیز متناسب با این گونه مواد پیش بینی و اجرا می گردد.
پلی اتیلن
پلی اتیلن یکی از پرمصرف ترین و در عین حال متنوع ترین گروه از پلی الفین ها می باشد که در انواع مختلف و در هر نوع، به صورت گونههای متفاوت عرضه می گردد. اگر چه کلیه گونههای پلی اتیلن بر اساس استفاده از یک نوع مونومر اتیلن و با ساختار شیمیایی یکسان تولید میگردند اما بر اساس نوع و شرایط فرایند پلیمریزاسیون و تولید گونههای مختلف پلی اتیلن با ساختار ملکولی متفاوت و با خواص فیزیکی و مکانیکی متمایز حاصل می گردد.
پلی اتیلن ها به طور نسبی بر اساس معیارهایی مانند فرایندپذیری و نوع فرایند شکل دهی و یا نوع کاربرد محصول گونه بندی می شوند. شناخت نقش کلیدی ساختار مولکولی زنجیر پلی اتیلن در تعیین فرایندپذیری و خواص فیزیکی مکانیکی پلی اتیلن به عنوان معیارهای مناسب تر جهت گونه بندی پلی اتیلن استفاده گردد.
ازجمله عوامل موثر در تعیین خواص گونههای پلی اتیلن میتوان به ساختمان مولکولی و درجه شاخهای شدن زنجیر، وزن ملکولی و توزیع وزن ملکولی اشاره نمود. بدین صور تکه چگالی، مدول الاستیسیته،استحکام، انعطاف پذیری و خواص حرارتی پلی اتیلن از جمله مهم ترین خواصی هستند که تحت تاثیر درجه کریستالینیتی قرار دارند. از طرف دیگر درجه شاخهای شدن و طول شاخه های ایجاد شده در زنجیر پلی اتیلن نقش کلیدی در تعیین استعداد کریستالینیتی پلی اتیلن ایفا میکند. بدین ترتیب که با افزایش درجه شاخه ای شدن، درجه کریستالینیتی و در نتیجه چگالی محصول پلی اتیلن کاهش می یابد. بنابراین با افزایش نظم ملکولی و افزایش استعداد کریستالینیتی، چگالی، مدول الاستیسیته، استحکام و خواص حرارتی ارتقاء می یابد.
به دنبال تجارب کسب شده و شناخت عمیقتر از اهمیت نقش درجه شاخه ای شدن و طول شاخه ها در کنترل استعداد کریستالینیتی و در نتیجه خواص فیزیکی مکانیکی پلی اتیلن، تولید کنندگان موفق شدند تا با استفاده از مقدار کمی کومونومرهایی از خانواده الفا الفین ها، پلی اتیلن با درجه شاخهای مشخص و طول شاخه های کوتاه شده تولید و به صورت گونه های مختلف پلی اتیلن با دانسیته متوسط MDPE عرضه دارند. این گروه از پلاتیلن ها به دلیل ساختار ملکولی خاص از استعداد کریستالینیتی و در نتیجه خواص فیزیکی مکانیکی ویژه و انحصاری برخور دارند.
متوسط وزن ملکولی و توزیع وزن ملکولی از جمله پارامترهای موثر و مهم دیگر در تعیین فرایندپذیری و خواص محصولات پلی اتیلن است. به طور کلی در انواع پلی اتیلن با افزایش وزن ملکولی استحکام مکانیکی، چقرمگی و مقاومت در مقابل ضربه به خصوص مقاومت در مقابل رشد ترک ناشی از ترکیب تنش و محیط مهاجم افزایش می یابد. ضمن آن که با باریک شدن توزیع وزن ملکولی خواص مکانیکی بهبود، در حالی که در بیشتر موارد فرایند پذیری تضعیف می گردد.
به دنبال نیاز به پلی اتیلن هایی با ویژگی های فوق و تلاش گسترده محققین دراین رابطه بعضی از شرکت های تولید کننده موفق شدند تا با استفاده از کاتالیست های مخصوص و به کارگیری فناوری های جدید و در نتیجه کنترل دقیق تر در تعیین ساختمان ملکولی و توزیع جرم ملکولی در فرایند پلیمریزاسیون، نسل جدیدی از پلی اتیلن ها با ویژگیهای مورد نیاز برای کاربردهای فوق تولید و تحت گونههای PE80 , PE100 , PE100+ با چگالی متوسط، بالا و خواص فیزیکی مکانیکی مناسب، توزیع وزن ملکولی تک قله ای و دو قله ای عرضه شده است.
در ضمن یکی از کلیدیترین مواد افزودنی در آمیزه های پلی اتیلن مخصوص لوله، دوده Carbon black است که باید به عنوان پایدار کننده محصول در برابر عوامل جوی به ویژه نور ماورا بنفش استفاده می شود. با توجه به ماهیت میکروسکوپی تخریب، در صورتی دوده می تواند نقش پایدارکنندگی خود را ایفا نماید که به صورت ذرات ریز شده در بستر پلی اتیلن پایه به طور یکنواخت توزیع گردد. برای دستیابی به این هدف لازم است پلی اتیلن پایه با دوده به کمک دستگاه آمیزه ساز مخلوط و به صورت گرانول خود رنگ مشکی در دسترس واحد های تولید کننده لوله قرار گیرد.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
یک سیستم مطمئن انتقال و توزیع گاز متشکل از اجزا مطمئن و بدون نقصی است که توسط تولیدکنندگان معتبر ارائه شدهاند. امروزه استفاده از لوله های پلی اتیلن گاز رسانی بدلایلی از جمله مقاومت در مقابل خوردگی، پایداری در شرایط آب و هوایی، استحکام و آسانی حمل و نقل رو به افزایش است. هم چنین لوله های پلی اتیلن رفتار مناسبی را در مقاومت بلند مدت در برابر شرایط سرویس دهی مانند سایش، تغییرات دما، فشار داخلی، دفن، بارگذاری نقطهای و لهیدگی نشان می دهند که با استفاده از گونههای مناسب تایید شده تامین و در نتیجه استفاده از پلی اتیلن نامناسب اثرات مخرب جبران ناپذیری را در بلند مدت بر جایی خواهد گذاشت. لوله پلی اتیلن بر اساس ردهی فشاری محاسبه شده با روش استاندارد دسته بندی شده و به کار گرفته می شوند. این رده فشاری به عوامل مختلفی از جمله نوع پلی اتیلن، قطر و ضخامت لوله بستگی داشته و این عوامل در انتخاب نوع و روش اتصال لوله ها نیز موثر است. مجموعه شرایط تولید، آزمون های کنترل کیفیت ، شرایط انبارداری و حمل ونقل در چارچوب طرح کیفیت تدوین و اجرا می شود.
مراجع
1- Physical and mechanical properties of polyethylene for pipes in relation to molecular architecture, Hubert, J. App. Poly. Sci. , 2002
2- Handbook of polyethylene, Peacock , Dekker, 2000
3- Practical guide of polyethylene, Pascuse, Rapra, 2007
4- Toughness mechanism in semi crystalline polymer blends, Bartczak et al, Polymer, 1999
5- On the measurement of residual stress in plastic pipe, Clutton, Polymer eng. and sci., 1995
6- Wall thickness uniformity in plastic pipe, Pittman, Polymer engineering and science, 1995
7- Specifying carbon blacks for UV light protection, Wbitney, Plastic eng., 1988
8- Structure and crack growth in gas pipes of medium-density and high-density polyethylene, Gedde, Polymer engineering and science,1996
9- EN 1555 – part 1-7 , plastic pipe system for gaseous supply, PE 80/PE100 Pipes
10- ISO 4437 PE – Pipes, specifications for gaseous supply) PE80/PE100
11- IGS – MS – PL – 014 ( 1 ), specification for PE pipes
12- IGS – MS – PL -014 ( 2 ), specification for fittings
13- IGS – MS – PL -016 ( 1 ), specification for welding machin
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
محمد ریاحی – دانشیار ، دانشکده مهندسی مکانیک ، دانشگاه علم و صنعت ایران
خلیل کوشایان – دانشجوی کارشناسی ارشد ، دانشکده مهندسی مکانیک ، دانشگاه علم و صنعت ایران
محمد فرجی قناتی – دانشجوی دکترا ، دانشکده مهندسی مکانیک ، دانشگاه علم و صنعت ایران
حسین رضاعرب – دانشجوی کارشناسی ارشد ، دانشکده مهندسی مکانیک ، دانشگاه علم و صنعت ایران
مقاله مقایسه فنی و اقتصادی انواع لولههای مورد استفاده در شبکه جمعآوری فاضلاب و انتخاب گزینه برتر در دهمین کنفرانس ملی مهندسی ساخت و تولید در سال ۱۳۸۸ ارائه شده است. چکیده : لولههای پلی اتیلن به دلیل خواص مقاومت به خوردگی، مقاومت شیمیایی و مقاومت مکانیکی بالا به یکی از مهمترین مواد مورد استفاده در شبکه های انتقال نفت، گاز و آب و مواد شیمیایی تبدیل شده است. روشهای جوش لب به لب و الکتروفیوژن از مهم ترین روشهای جوش و اتصال در این لوله ها میباشد. در این تحقیق ابتدا به مقایسه مختصر خواص فرآیند جوش لب به لب و الکتروفیوژن پرداخته شده است و سپس خواص و ویژگیهای این دو نوع جوش از لحاظ نوع فرآیند جوش مقایسه شده است. هدف از این مقاله بررسی تاثیر نوع فرآیند جوش بر روی خواص کششی و مقاومت در لولههای پلی اتیلن و مقایسه آنها با یکدیگر میباشد. به این منظور ابتدا سه نمونه جوش لب به لب و الکتروفیوژن به صورت تجربی تهیه شد. بعد از انجام فرآیند جوش نمونه های کشش از نمونه بدنه لوله و جوش های انجام شده تهیه شد و با انجام تست کشش استاندارد برای نمونه ها، مقایسهای بین مقاومت کششی، حد نهایی مقاومت کششی و حد تغییر طول در نقطه شکست در نمونه جوش الکتروفیوژن و لب به لب با نمونه اصلی بدنه لوله بدون جوش انجام شده است. نتایج این مطالعه نشان میدهد که مقاومت کششی، حد تغییر طول در نقطه شکست و حد نهایی مقاومت کششی (UTS) در نمونه بدون جوش بیشتر از جوش لب به لب و همچنین در جوش الکتروفیوژن کمتر از جوش لب به لب میباشد. به دلیل یکپارچه بودن و عدم استفاده از کوپلر در جوش لب به لب مقاومت و حد تغییر شکل در آن بسیار بالاتر از جوش الکتروفیوژن میباشد.
لوله پلی اتیلن در خطوط انتقال و توزیع, جوش بات فیوژن و الکتروفیوژن, استحکام جوش
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
امروزه لولههای پلی اتیلن به مهمترین ماده مورد استفاده در شبکههای انتقال و توزیع گاز شهری تبدیل شده است. مهمترین عواملی که باعث این انتخاب شده است عبارتند از: هزینههای پایین نصب و نگهداری نسبت به لولههای فلزی، مقاومت بالا در برابر خوردگی، مقاومت شیمیایی بالا ، حد دوام و عمر بالاتر (حداقل 50 سال) و مقاومت بالا در برابر بارهای ضربهای ناگهانی مانند زلزله.
برای اتصال لولهها در شبکههای پلی اتیلن انتقال گاز از چندین روش استفاده میشود که مهمترین و شناخته شدهترین این روشها جوش لب به لب (بات فیوژن) و جوش الکتروفیوژن میباشد.
فرآیند جوش الکتروفیوژن
جوش الکتروفیوژن شامل استفاده از یک سری کوپلرهای با اندازه خاص میباشند که در درون آنها سیمهای فلزی هادی جریان با مقاومت خاص و قطر مشخص کاشته شده است و بر اثر عبور جریان الکتریکی از درون سیم حرارت در آنها ایجاد شده و باعث ایجاد ذوب موضعی در آن ناحیه میشود و باعث اتصال دو لوله خواهد شد. مقدار جریان و ولتاژ اعمال شده در این فرآیند بر اساس توصیه سازنده کوپلر الکتروفیوژن و جنس سیم و ویژگیهای دستگاه انجام میشود. عوامل مؤثر بر جوش الکتروفیوژن را میتوان در آماده سازی مناسب (رفع آلودگی) سطح خارجی لوله و سطح داخلی اتصال، هم محور بودن دقیق لوله و اتصال، محدوده مناسبی از فشار در فصل مشترک بین لوله و اتصال الکتروفیوژن و گپ موجود بین لوله و اتصال بیان کرد.
شکل ( 1 ) شکل یک کوپلر الکتروفیوژن
در جوش بات فیوژن یا لب به لب ابتدا برای رفع آلودگی، سطوح اتصال را به صورت دقیق تمیز میکنند یا برای انطباق دقیق سطوح انتهای لولهها را پیشانی تراشی میکنند تا سطوحی صاف و عمود بر هم حاصل شود. بعد از آن سطوح را در تماس با یک پلیت حرارتی یا هیتر قرار میدهند و فاز گرمایش آغاز میشود. معمولاً فاز گرمایش در لولهها در دو مرحله انجام میشود.
فاز اول گرمایش با حضور عامل فشار و فاز دوم گرمایش که معمولاً مقدار فشار محوری اعمال شده بسیار کم و در حدود صفر است. در فاز اول گرمایش یک فشار اولیه در انتهای لوله به صورت یکنواخت اعمال میشود .بعد از تشکیل گرده اولیه جوش فاز دوم مرحله گرمایش که در آن فشار اعمالی بر انتهای لوله در حدود صفر است آغاز میشود. مرحله بعدی مرحله تغییر وضعیت 1 و کنار رفتن پلیت حرارتی و اتصال سطوح مذاب و نرم شده تحت اثر یک فشار معین میباشد. این مرحله به طور همزمان با مرحله خنک کاری و سرد کردن میباشد و نفوذ مولکولی و خنک کاری با هم همپوشانی دارند. در شکل زیر مراحل جوش به صورت شماتیک ارائه شده است.
شکل ( 2 ) شکل شماتیک مراحل جوش لب به لب
مقایسه جوش الکتروفیوژن و جوش بات فیوژن
یکی از مهمترین ویژگیهای جوش لب به لب قابلیت کنترل فرآیند و تغییر پارامترهای ورودی مؤثر بر روی جوش لب به لب میباشد. قابلیت کنترل در فرآیند جوش لب به لب بسیار بیشتر از فرآیند الکتروفیوژن است. لقی و فشار اعمالی بین لوله و کوپلر یکی از مهمترین پارامترهای موثر بر جوش الکتروفیوژن میباشد. با توجه به فرآیند جوش الکتروفیوژن امکان کنترل اثرات لقی و فشار در فصل مشترک بین لوله و کوپلر امکان پذیر نمیباشد. همچنین به دلیل مخفی بودن محل جوش در داخل کوپلر امکان مشاهده فرآیند جوش و اتصال در این روش غیرممکن بوده و لذا کنترل چشمی فرآیند جوش در حین جوش عملاً غیرممکن است. روشهای بازرسی اتصال الکتروفیوژن محدود و بسیار وابسته به مهارت اپراتور است و تشخیص عیوب در آن با مشکل مواجه است و تجهیزات بسیار پیشرفته و تخصص بالا برای عیب یابی در این روش نیاز است. روشهای بازرسی اتصال الکتروفیوژن بسیار محدود و میزان قابلیت اعتماد آنها بدلیل خواص ماده پلی اتیلن و اتصال بسیار پایین است.
بر خلاف روش الکتروفیوژن تمام پارامترهای جوش لب به لب در تمام مراحل جوش قابلیت کنترل را دارد. (دما، فشار، زمان مراحل، زمان تغییر وضعیت هیتر و …). قابلیت کنترل فرآیند از مهمترین ویژگیهای این روش است. امکان کنترل چشمی فرآیند در تمام مراحل جوش لب به لب وجود دارد. بازرسی چشمی در این روش برای بررسی عیوب سطحی خاص استفاده میشود. در این روش از روی شکل بید جوش و ارتفاع آن کیفیت اتصال را میتوان تشخیص داد. شکل ظاهری سطح خارجی بید تشکیل شده در این فرآیند را میتوان برای تشخیص کیفیت جوش و بازرسی آنها استفاده کرد.
از لحاظ اقتصادی، هزینه اولیه در جوش الکتروفیوژن نسبت به جوش لب به لب پایین تر است. در جوش الکتروفیوژن همیشه هزینه کوپلر اتصال الکتروفیوژن به همراه آن وجود دارد. با افزایش قطر لوله قیمت کوپلر نیز در آن افزایش مییابد و لذا هزینه ایجاد اتصال با افزایش قطر لوله افزایش مییابد. معمولاً برای اتصال لولههای تا قطر mm 100 از روش الکتروفیوژن استفاده میشود ولی برای قطرهای بالا استفاده از روش لب به لب از لحاظ هزینه مقرون به صرفهتر است. در جوش لب به لب مهمترین هزینه در تجهیزات اولیه است و خود جوش نیاز به هیچ هزینه دیگری ندارد. با توجه به استفاده از این روشها در خطوط لوله توزیع و انتقال، در روش الکتروفیوژن علاوه بر هزینه اولیه تجهیزات مورد استفاده، همیشه یک هزینه اضافی برای کوپلر به ازای هر اتصال وجود دارد در حالی که در روش جوش لب به لب مهمترین هزینه، هزینه تامین تجهیزات اولیه مورد استفاده برای جوش لب به لب میباشد و به غیر از آن هزینه ایجاد هر اتصال صفر است.
بررسی عیوب و منابع ایجاد عیوب در جوش لب به لب و الکتروفیوژن
عواملی همچون خطاهای انسانی در هنگام نصب، خطاهای موجود در تجهیزات مورد استفاده برای تامین توان لازم برای جوش، خطاهای موجود در ساخت اتصال الکتروفیوژن، عوامل محیطی موجود در حین انجام فرآیند و خم شدن لوله و اتصال در محل خم از مهمترین عوامل ایجاد خطا در فرآیند جوش الکتروفیوژن میباشد. با این وجود برخی از این عیوب بدلیل غیرقابل رویت بودن در فرآیند قابل شناسایی نبوده و مستقیماً بر روی کیفیت جوش تاثیر خواهند گذاشت. مونتاژ کردن دقیق اتصالات الکتروفیوژن قبل از جوش بسیار وقت گیر و زمانبر میباشد. انتخاب غیر صحیح پارامترهای جوش باعث افت شدید خواص جوش خواهد شد. در حین فرآیند جوش الکتروفیوژن ممکن است در اثر انتخاب غیر صحیح پارامترهای جوش از جمله ولتاژ و جریان الکتریکی و فشار اولیه نامناسب تعدادی مک و فضای خالی در داخل اتصال ایجاد شود که باعث افت خواص مکانیکی اتصال خواهند شد. فشار نامناسب در هنگام نصب لوله باعث جابجا شدن سیم های داخل اتصال خواهد شد. در شکل زیر یک نمونه از عیوب ایجاد شده در فرآیند جوش الکتروفیوژن یعنی جابجایی سیم در داخل اتصال نشان داده شده است.
جابجایی سیم در داخل اتصال
جوش لب به لب از لحاظ تعداد مراحل فرآیند و تنظیمات زمان نسبتاً پیچیده میباشد و فرآیند جوش الکتروفیوژن سادهتر از این فرآیند میباشد و معمولاً با استفاده از دستگاه جوش CNC انجام میشود و به دلیل انجام اتوماتیک فرآیند، خطاهای انسانی وارد بر جوش بسیار محدود و کم خواهد بود. یکپارچگی جوش لب به لب نسبت به روش جوش الکتروفیوژن بدلیل عدم استفاده از کوپلر بیشتر است و لذا استعداد ایجاد ترک در آن کمتر خواهد بود. امکان حذف تمام آلودگی موجود در انتهای لوله ها ممکن و در دسترس میباشد و با انجام فرآیند جوش در یک محیط ایزوله و بدون گرد و غبار میتوان به بهترین کیفیت در جوش دست یافت.
روش تحقیق
تهیه نمونه های تست جوش الکتروفیوژن
ماده پلی اتیلن مورد استفاده HDPE-PE100-HE 3490LSمحصول شرکت بروج میباشد که امروزه به صورت وسیعی در شبکههای لوله و اتصالات پلی اتیلن توزیع گاز مورد استفاده قرار میگیرد. برای ساخت نمونههای جوش الکتروفیوژن ورقهایی از بدنه لوله بریده شد و شیارهایی با گام 2mmبر روی ورق ایجاد شد. برای ایجاد شیار از یک مدار الکتریکی شامل هویه و یک کنترلر SSR استفاده شد. کنترلر SSR برای تنظیم دمای هویه تا یک مقدار معین میباشد تا دما بیش از اندازه بالا نرفته و پلی اتیلن نسوزد. بعد از ایجاد شیار، المان گرمایی درون این شیارها قرار داده شد. شکل 3و 4یک نمونه ساخته شده برای تست را نشان میدهد.
شکل ( 4 ) مدار الکتریکی برای ایجاد شیار بر روی ورقهای پلی اتیلن
شکل ( 5 ) نمونه مورد استفاده در تست جوش الکتروفیوژن
پس از قرار دادن المانهای حرارتی درون شیارها، تکه دیگری از ورق پلی اتیلن را که شیار روی آن ایجاد نشده را پس از صاف کردن سطح آن، روی نمونه قبلی گذاشته و با اعمال فشار اولیه مناسب در حدود 0.5 مگاپاسکال دو سطح را کاملاً به هم فشرده میکنیم. این فشار جهت انجام جوش بسیار ضروری میباشد. در مرحله بعد توسط دستگاه جوش الکتروفیوژن مقدار ولتاژ لازم را با زمان مشخص به المانهای حرارتی داده تا با تولید گرما لایههای سطحی ذوب شده و در هم نفوذ کنند. شکل 6 سیستم انجام تست جوش الکتروفیوژن را نشان میدهد.
سیستم انجام تست جوش الکتروفیوژن
نتیجه گیری
نتایج حاصل از تست کشش در جدول بالا با هم مقایسه شده است. نتایج حاصل از این آزمونها نشان میدهد که سفتی نمونه بدون جوشکاری بالاتر از هر دو نمونه جوشکاری شده میباشد و سفتی جوش لب به لب بالاتر از جوش الکتروفیوژن میباشد.
مقاومت نهایی کششی یا U.T.S در نمونه الکتروفیوژن دارای کمترین مقدار در بین دو نمونه دیگر است و مقاومت نهایی کششی نمونه با جوش لب به لب کمتر از نمونه بدون جوش میباشد. همچنین کرنش نهایی یا کرنش در لحظه شکست در نمونه جوش الکتروفیوژن کمتر از جوش لب به لب و آن هم کمتر از نمونه بدون جوش میباشد. با توجه به نتایج بدست آمده در این مطالعه تجربی مشخص میشود که در شرایط بارگذاری کوتاه مدت و مقدار مقاومت جوش لب به لب یا بات فیوژن بسیار بالاتر از جوش الکتروفیوژن میباشد. همچنین از لحاظ نوع فرآیند و بازرسی نیز جوش لب به لب نسبت به جوش الکتروفیوژن برتریهایی دارد که در این مقاله به صورت جزئی به آن پرداخته شده است.
میثم فرهودی : دانشجوی کارشناسی ارشد مهندسی سوانح طبیعی، دانشکده محیط زیست دانشگاه تهران ، کارشناس دفتر فنی پروژه تصفیه خانه فاضلاب شرق اهواز، شرکت کیسون
مقاله مقایسه فنی و اقتصادی انواع لولههای مورد استفاده در شبکه جمعآوری فاضلاب و انتخاب گزینه برتر در سومین همایش ملی آب و فاضلاب (با رویکرد اصلاح الگوی مصرف) در اسفند ماه سال 1388 در شهر تهران ارائه شده است. چکیده : شبکه جمع آوری فاضلاب شامل تأسیساتی است که در زیرزمین کارگذاری شده و فاضلاب منازل را به طرف تصفیه خانه هدایت میکنند. این تأسیسات شامل تأسیسات موجود در ساختمان نمیباشد و عبارتند از فاضلاب رو، آدم رو ، اتاقک های بازدید , فاضلاب روها، عبارت از لوله ها یا سایر اشکال هندسی هستند که ممکن است بصورت ثقلی ، تحت فشار و یا تحت خلاء طراحی شوند. مقایسه انواع لولهها بایستی در شرایط ویژه هر پروژه انجام گرفته و مناسب بودن یا نبودن یک نوع لوله با توجه به شرایط محیطی، امکانات بهره برداری و کارگذاری، بررسی و سپس انتخاب گردد. در این مقاله انواع لوله های مورد استفاده در طرح های عمرانی، برتری و مشکلات موجود این لوله ها در ارتباط با تأسیسات فاضلاب، مورد بررسی قرار گرفته و در انتها مقایسه فنی و اقتصادی از کل هزینه تمام شده تأسیسات جمع آوری فاضلاب با استفاده از این لولهها انجام گرفته است. که نتایج زیر با توجه به مطالب فنی و اقتصادی که در ادامه بطور مفصل ذکر خواهد شد بدست آمد :
– برای اقطار زیر 500 میلی متر بهترین گزینه استفاده از لوله های پلی اتیلن می باشد.
– استفاده از لوله های سفالی با تمامی مزایای منحصر به فرد، به دلیل عدم تولید در داخل کشور و هزینه واردات آن از خارج، مقرون به صرفه نبوده لیکن همانطور که ذکر گردید می بایست بومی سازی تولید آن از سوی مسئولان مورد توجه بیشتری قرار گیرد.
– قیمت تمام شده اجرای لوله پلی اتیلن اسپیرال، تقریباً دو برابر لوله های پلی اتیلن کاروگیت می باشد و این به سبب هزینه اولیه خرید به دلیل سنگین بودن میباشد و لذا استفاده از لولههای پلی اتیلن اسپیرال به دلیل قیمت زیاد توجیه پذیر نمی باشد.
– استفاده از لوله های جی.آر.پی به دلیل هزینه بالاتر نسبت به لوله های پلی اتیلن دوجداره توصیه نمی گردد.
واژه های کلیدی: لوله سفالی، لوله چدنی، لوله فولادی، لوله آزبست سیمان، لوله پلی اتیلن، لوله جی آر پی
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
بخشی از فرایند جهانی حفاظت از محیط زیست و دستیابی به توسعه پایدار، در حفاظت از منابع آب و خاک با استفاده بهینه از آنها و انتقال و تصفیه پساب های شهری، روستایی و خصوصاً صنعتی تبلور می یابد و یکی از مهمترین چالش های فراروی این فرایند، استفاده از مناسبترین خطوط انتقال به لحاظ فنی، تکنولوژیکی، اقتصادی و زیست محیطی است.
گزینش نامناسب لوله علاوه بر اخلال در عملکرد صحیح سیستم و احیاناً آلودگی محیط زیست بار مالی هنگفتی را جهت تعمیر ، جایگزینی و یا نگهداری خطوط لوله بر هزینه های جاری متداول، تحمیل می نماید. عوامل متعددی در انتخاب و تعیین مشخصات لوله ها و جنس آنها باید در نظر گرفته شود. یک سازه مهندسی به همان اندازه به جنس زمین بستگی دارد به مواد فرآورده شده نیز وابسته است. به نقل از اسپانگلر همه سازه ها، بدون توجه به موادی که از آن ساخته شدهاند ، نهایت اً روی خاک یا سنگ و . . . قرار گرفته اند در مورد فاضلاب روها، کانال ها، تونلها و دیگر سازه های زیرزمینی، خاک، نه تنها به عنوان مصالح زیرسازی که سازه روی آن استوار شده، بلکه به عنوان منشاء اصلی باری که این سازه ها در سیستم اجرا شده در معرض آن قرار دارند و باید برای تحمل آن طراحی شوند حائز اهمیت است.
هدف از طراحی ساز های خط لوله، ایجاد یک کنش و واکنش پایا بین لوله و خاک پیرامون آن می باشد، طوری که در آن شکل لوله تقریباً حلقوی باقی بماند.
قبل از اینکه به شرح انواع لوله ها بپردازیم لازم است تفاوت بین لوله سخت و انعطاف پذیر بیان شود. یک لوله سخت برای تحمل بار وارده فقط متکی به استحکام و سفتی خود میباشد. از سوی دیگر یک لوله انعطاف پذیر معمولاً قادر نیست بیشتر از قسمت کوچکی از بار وارده را با استفاده از استحکام خودش تحمل کند. یک لوله انعطافپذیر برای ایجاد استحکامی که بتواند بار وارده را تحمل کند، به فشار واکنش زمین نیاز دارد. در واقع بار استاتیک عمودی زمین، از دیواره لوله به خاک پیرامون منتقل می شود.
لولههای سفالی
استفاده از لوله های رسی دارای یک تاریخ پنج هزار ساله است. البته تغییرات مهمی در روش تولید و همچنین نوع رس بکار رفته، بوجود آمده است که این تغییرات به نوبه خود بر ویژگی های لوله تولید شده تأثیر می گذارد. در گذشته سطح لوله رسی را با لعاب می پوشاندند ولی امروزه لوله های مدرن اغلب بدون لعاب هستند. لوله های سفالی در مقایسه با دیگر لوله های فاضلابی از خصوصیات منحصر به فردی از لحاظ فنی و هیدرولیکی برخوردارند و یکی از بهترین لوله ها برای هدایت فاضلاب شناخته شدهاند . ساختن آنها بدین صورت انجام میگیرد که مانند ظرفهای سفالی، گل بدست آمده از خاک رس را توسط دستگاه های اکسترودر به شکل لوله مورد نظر در می آورده و در کوره هایی حرارت میدهند.
ذرات و جسم یکپارچه سنگ مانندی بوجود می آید. مقاومت فوق العاده این لوله ها در برابر مواد و اسیدهای خورنده فاضلاب، نفوذپذیری پایین این لوله ها در برابر آب، سطح صاف با ضریب زبری بسیار کم حتی کمتر از لوله های پلاستیکی، مقاومت استاتیکی خوب، سازگار بودن با محیط زیست و ارزان و در دسترس بودن مواد اولیه آن یعنی خاک رس را می توان از مزایای ویژه این نوع لولهها برشمرد. یکی از عیوب این لوله ها، شکنندگی و سنگینی آنها در ترابری می باشد که از این حیث در رده لوله های بتنی و آزبست قرار می گیرد. در گذشته آسیبپذیری آنها در هنگام زلزله، دیگر ضعف این لوله ها محسوب می شد که امروزه با استفاده از اتصالیهای لاستیکی برای اقطار پایین توانسته اند حالتی منعطف را در طول این لوله ها ایجاد نمایند. در اقطار بالا، پیوند این لوله ها معمولاً به صورت نری و مادگی و با کمک حلقه های لاستیکی انجام می گیرد که این نوع اتصالات نیز از نظر قابلیت انعطاف پذیری، شبکه را در برابر نیروهای جانبی محافظت می نماید. چنانچه نمونه ای از این لوله ها که در شبکه فاضلاب شهر تاکاساگو ایالت کوبه ژاپن بکار گرفته شده بود، پس از زلزله 6.5 ریشتری سال 1995 هیچگونه شکست یا نشت پس از زلزله در آن گزارش نشد.
در ایران علیرغم وجود منابع اصلی مواد اولیه آن یعنی خاک رس مناسب و هزینه بسیار پایین تهیه مواد اولیه بر خلاف دیگر لوله ها، به دلیل عدم تکنولوژی تولید در داخل کشور، نیاز به واردات آن از کشورهای دیگر بوده و به همین دلیل قیمت تمام شده آن در مقایسه با دیگر لوله های تولید شده در داخل، بیشتر می باشد و این امر استفاده از آنرا به لحاظ اقتصادی با تمام مزایای فنی ذکر شده، توجیه ناپذیر می کند. لذا لازم است مسئولان امر در جهت وارد کردن تکنولوژی و بومی کردن تولید آن و توجهات ویژهای نمایند.
لوله چدنی
لوله های چدنی از قدیمی ترین انواع لوله است که در صنعت آب و فاضلاب استفاده شده است. چدن آلیاژی از آهن است که دارای بیش از 1.7 درصد کربن بوده و به علت داشتن گرافیت آزاد، به رنگ خاکستری است. ساخت آن به دو روش ریختهگری در قالب های ماسه ای و به روش گریز از مرکز انجام می گیرد که البته به دلیل مرغوبیت لوله های ساخته شده به روش گریز از مرکز از نظر مقاومت تنشی و صافی سطوح داخلی، بیشتر از این روش استفاده می شود. مقاومت زیاد آن به لحاظ استاتیکی و مقاومت آن در برابر عوامل خورنده را می توان از مزایای این لوله ها برشمرد لیکن سنگینی و هزینه حمل و نقل و قیمت بالای آن باعث شده است که برای لوله های فاضلاب شهری کمتر مورد توجه قرار گیرد و استفاده از آن فقط در شبکه درونی ساختمانها به علت مقاومت استاتیکی زیاد آن، محدود گردد. در شبکه فاضالاب شهری تنها در حالت هایی که بخواهند فاضلاب را با تحت فشار از جایی به جای دیگر انقال دهند ممکن است کاربرد لوله های چدنی و حتی لوله های چدن نشکن توجیه پذیر باشد.
لولههای فولادی
لولههای فولادی نیز در صنعت آب و فاضلاب کاربرد زیادی دارند. این لولهها در سایزهای بزرگتر از شش اینچ ساخته می شوند. از مزایای مهم لولههای فولادی، تحمل فشار زیاد آنها میباشد. این لولهها در سایزهای بالا دارای ضخامت زیادی نبوده و برای خطوط انتقال با قطرهای بزرگ، بسیار مناسب است.
لولههای فولادی بدون پوشش خارجی در خاک مقاومت کمتری در برابر خوردگی دارند و به سرعت خورده می شوند. لذا استفاده از پوشش یا حفاظت کاتدی برای این لولهها الزامی است. اتصالات بین لولهها به وسیله جوش یا پرچ و یا اتصالات مخصوص مانند اتصال جانسون انجام می گیرد. عمر لولههای فولادی پوشش داده شده تا 40 سال میرسد. برای پوشش خارجی و داخلی این لولهها از ملات سیمان و پوشش های آلی استفاده می شود. در ایران از عمدهترین کارخانههای ساخت لولههای فولادی، کارخانه لولهسازی اهواز است. دراین کارخانه صفحههای فولادی را با استفاده از پرسها ودستگاه های مختلف به شکل لوله درآورده و پس از جوشکاری داخلی و خارجی آن، لولههای فولادی تولید میگردند. ظرفیت تولید این کارخانه سالیانه در حدود 220 هزار تن میباشد.
لولههای بتنی
لولههای بتنی(مسلح و غیرمسلح) تنها در فاضلابروهای ثقلی، مورد استفاده قرار میگیرند زیرا مقاومت آنها در تحمل فشارهای درونی کم میباشد. در ایران لولههای بتنی با قطر کمتر از 600 میل یمتر بصورت غیر مسلح ساخته شده و لولههایی با اقطار بالاتر مسلح می گردند. از محاسن و معایب ای ن لوله ها می توان به موارد زیر اشاره کرد:
محاسن :
– فن آوری بالا و تثبیت شده
– مقاومت حلقوی بسیار بالا
– دسترسی آسان به مواد اولیه و تولید داخلی به میزان کافی
– قابلیت استفاده در عمق های زیاد و امکان استفاده از بسترسازی بتنی جهت بالا بردن مقدار باربری لوله ها
معایب :
– وزن زیاد
– کم بودن مقاومت در برابر خوردگی شیمیایی فاضلاب ها (نیاز به پوشش داخلی)
– امکان شکستگی برشی و خمشی بویژه در صورت عدم بسترسازی صحیح و انتخاب عرض ترانشه نامناسب
– عدم انعطاف پذیری در مقابل حرکت های زمین
– امکان تولید در طول های محدود
– غیر قابل باز یافت
– هزینه تعمیر بالا و تقریباً غیر ممکن
لولههای بتنی بسیار سنگین بوده و هزینه حمل و نقل آنها نسبت به قیمت لوله بالاتر است. بنابراین حمل لولههای بتنی در مسافتهای طولانی (بیش از 100 تا 150 کیلومتر) غیر اقتصادی میباشد.
لوله پلی اتیلن تک جداره
در سال های اخیر استفاده از لوله های پلی اتیلن در شبکههای آب و فاضلاب شهری و خطوط انتقال گاز معمول شده است. همچنین برای پوشش لوله های فاضلابی و نیز نوسازی جدار فاضلاب روهای فرسوده مورد استفاده قرار می گیرد.
پلی اتیلن با ازدیاد پلیمریزاسیون اتیلن تولید می شود. لوله های پلیاتین در دو نوع نرم و سخت تولید می شوند که در آبیاری بیشتر لوله های سخت مصرف می شوند. لوله های نرم فقط با اقطار 12 تا میلیمتر برای لوله های جانبی مورد استفاده دارند. این لوله ها در برابر مواد شیمیایی مثل حلال ها، اسیدها و بازها مقاومند. لوله های پلی اتیلن خاصیت ارتجاعی دارند. مخصوصاً پلی اتیلن نرم که پس از قراردادن روی زمین به آسانی خود را با پستی و بلندی های خاک هماهنگ می کنند.
بر خلاف لوله های تحت فشار که کلاس لوله بر اساس فشار کاری تعیین و ضخامت آن محاسبه می گردد برای لوله های فاضلابی، ضخامت جدار بر اساس ظرفیت باربری تعیین می گردد. ظرفیت باربری تمامی مجاری زیرزمینی ترکیبی از دو عامل زیر بستگی خواهد داشت:
الف) مقاومت ذاتی که به مشخصات هندسی و مکانیکی مصالح بستگی دارد
ب) فشار جانبی موجود در جناحین لوله
نکته قابل توجه دیگر آنست که با افزایش فشار کاری لوله تک جداره پلی اتیلن به دلیل افزایش ضخامت لوله، می بایست از لوله های بزرگتر استفاده کرد. به عنوان مثال برای استفاده از لوله تک جداره 16 بار بجای لوله دوجداره با قطر داخلی 250 میبایست از لوله DN355 استفاده کرد. زیرا ضخامت این لوله در حدود 48.5 میلیمتر بوده و قطر داخلی آن در حدود 258 میلیمتر خواهد شد. وزن این لوله معادل 45 کیلوگرم بر متر بوده که در مقایسه با لوله دوجداره که وزن آن در این کلاس سختی حلقوی معادل 5 کیلوگرم است بسیار بیشتر و غیر قابل توجیه اقتصادی خواهد بود
لوله دوجداره پلی اتیلن
لوله پلی اتیلن دوجدارهدر طبق استاندارد DIN 16961 تولید می گردند که در این استاندارد لوله ها براساس سختی به هفت کلاس طبقه بندی شده اند.طبقه بندی فوق صرفاً بر اساس مقاومت و باربری لوله تحت اثر نیرو های وارده بر آن می باشد که با توجه به اینکه لوله مورد نظر در چه نوع خاک و چه عمقی کار گذاری شده باشد یکی از کلاس های مورد نظر را می تواند داشته باشد .
لوله و اتصالات پلی اتیلن دارای محدوده کاربری وسیعی می باشند. در طی سال های متمادی با بهره گیری از روش های نوین پلیمریزاسیون، خواص مکانیکی پلی اتیلن بهبود یافته و نسل های متوالی آن با علائم مشخصه PE63 – PE80 و PE100 به ترتیب به بازار ارائه شده است.
تکنولوژی تولید لوله های پلی اتیلن دوجداره باعث تحول شگرفی در صنعت این نوع لوله ها گردیده است. لوله های دوجداره به دلیل طرح خاص جداره خارجی و انعطاف پذیری این لول هها، در صورت بستر سازی مناسب و تراکم کافی خاک اطراف و بالای لوله در زمان خاکریزی، از مقاومت مکانیکی کافی در مقابل بارهای ترافیکی و وزن خاک روی آن برخوردار می باشند. به عبارت دیگر لوله های دوجداره در مقایسه با لوله های تک جداره هم قطر خود (با سختی حلقوی یکسان)، وزن به مراتب کمتری دارند. این مسئله بویژه در اقطار بالا تأثیر بسزایی در هزینههای خرید و حمل و نقل خطوط لوله دارد و لذا تمایل به استفاده از لوله های دوجداره پلی اتیلن بسرعت در حال گسترش می باشد.
در زیر انواع روش های تولید لوله های با جداره پروفیله (دوجداره) آمده است :
– جداره یکپارچه اکسترود شده به همراه پروفیلهائی که به لوله متصل شدهاند.
– جداره یکپارچه اکسترود شده با دیواره خارجی دندهدار
– لوله اسپیرال یا مارپیچی
محاسن و معایب لوله های پلی اتیلن را میتوان بصورت زیر خلاصه نمود :
– در مقابل خوردگی مقاوم بوده و به پوشش داخلی و رو شهای حفاظتی نیازی ندارد.
– در برابر تغییرات درجه حرارت مقاومت قابل ملاحظه ای دارند
– مقاومت جداره داخلی لوله های پلی اتیلن در برابر فرسایش از سایر انواع لولهها بیشتر است.
– وزن سبک
– نصب آنها ساده تر از سایر لوله هاست و به ماشین آلات سنگین نیاز ندارد.
– رسوبگذاری دراز مدت در داخل لولهها، نسبت به سایر لوله ها کمتر است
– طول عمر زیاد ( حداقل 50 سال )
– انعطاف پذیری در جابجایی و رانش زمین و خم پذیری و قابلیت برش
– سیستم اتصال ارزان تر
– قابلیت جوش پلاستیک
– قابلیت تولید در طول های بلند
– قابلیت بازیافت
مقایسه فنی لوله ها
به لحاظ مقاومت لوله ها نسبت به عوامل خورنده موجود در فاضلاب، بجز لوله های بتنی بدون پوشش داخلی و لوله های آزبست، بقیه لوله ها از جمله لوله های سفالی، جی.آر.پی و پلی اتیلن مقاومت خوبی در برابر خوردگی، اسیدهای فاضلابی، مواد شیمیائی و . . . داشته و از این حیث طول عمر این لولهها به مراتب بیشتر از لوله های بتنی و آزبست خواهد بود. لازم به ذکر است استفاده از لوله های بتنی یا آزبست با پوشش داخلی میتواند مشکل این لولهها را از این لحاظ حل نماید که این امکان نیز در اقطار بالای 500 امکان پذیر است. همچنین در بحث مواد خورنده فاضلابی که در فاضلاب صنعتی بیشتر با عنوان مواد اسیدی یا بازی با آن روبرو هستیم، میبایست از لولههای مقاوم استفاده نمود.
اتصالات کوپلینگی مورد استفاده در لوله های جی. آر. پی (از جنس خود لوله ها) با دو واشر می باشد و در نواحی اتصالات، آب بندی بطور کامل انجام میپذیرد. در صورتیکه لوله های بتنی آ ببندی مناسبی نداشته و نشت فاضلاب از آنها موجب زیان های اقتصادی و زیست محیطی میگردد. در لوله های پلی اتیلن نیز در صورت استفاده از جوش به تنهایی و یا همراه با سایر روش های اتصال آب بندی بطور کامل صورت میپذیرد. لوله های آزبست و سفالی نیز از روش کوپلینگ با واشرهای لاستیکی استفاده میکنند که از نظر آب بندی شرایط مناسب را ایجاد میکنند.
لوله های بتنی و سفالی معمولاً در طو لهای 2 الی 3 متری تولید میگردند. طول لوله های آزبست از 4 تا 6 متر 6 متر تولید میگردند. از آنجا که هر چه اتصالات کمتری میباشد و لوله های جی. آر. پی و پلی اتیلن در طو لهای 12در طول لوله بکار رود هزینه ها و احتمال ایجاد نشت کاهش مییابد از این حیث، لوله های پلی اتیلن و جی.آر.پی در رده اول و به ترتیب لوله های آزبست. بتنی و سفالی قرار م یگیرند. البته تکنولوژی اجرا عامل بسیار مهمی در آ ببندی لوله ها بوده و تعداد اتصالات، احتمال افزایش نشت را زیاد می کند. چه بسا لوله های با اتصال زیاد به دلیل تکنولوژی خاص ، کمتر از لوله های دیگر نشتی داشته باشند.
لوله های جی.آر.پی و پلی اتیلن چندین برابر از دیگر لوله ها، سبکتر میباشند. لذا در هنگام نصب جرثقیل های سبکتری مورد استفاده قرار میگیرد و جابجایی لوله ها آسانتر و هزینه عملیات نصب کمتر می باشد.
نگهداری لوله های جی.آر.پی، پلی اتیلن و سفالی با توجه به عدم نیاز آنها به پوشش داخلی و خارجی در صورت کارگذاری صحیح و مطابق با استانداردهای مربوطه و رعایت توصیههای کارخانه سازنده، به مراتب اقتصادی تر از لوله های بتنی و آزبست میباشد. هزینه نصب لوله های جی.آر.پی، پلی اتیلن و سفالی فقط یکبار انجام می شود درحالیکه لوله های بتنی نیاز به تعمیرات و بازبینی های مداوم دارند و عملاً در بسیاری موارد غیر قابل تعمیر می باشند.
آنچه در این مقاله ارائه شده خلاصهای است از ویژگی های کلی پنج نوع لوله قابل مصرف در شبکه های جمع آوری و انتقال فاضلاب کشور است. جدول 2 در برگیرنده عواملی است که عموماً در بررسی این نوع لولهها به منظور کاربرد در طرح های فاضلاب مد نظر میباشد و اکثر این عوامل در متن مقاله بصورت اجمالی عنوان گردیدهاند.
نتیجه گیری
با توجه به مطالب فنی و اقتصادی بیان شده در فوق، می توان گفت برای اقطار زیر 500 میلیمتر بهترین گزینه استفاده از لوله های پلی اتیلن می باشد. استفاده از لوله های سفالی با تمامی مزایای منحصر به فرد، به دلیل عدم تولید در داخل کشور و هزینه واردات آن از خارج، مقرون به صرفه نبوده لیکن همانطور که ذکر گردید میبایست بومی سازی تولید آن از سوی مسئولان مورد توجه بیشتری قرار گیرد.
قیمت تمام شده اجرای لوله پلی اتیلن اسپیرال، تقریباً دو برابر لوله های پلی اتیلن کاروگیت می باشد و این به سبب هزینه اولیه خرید به دلیل سنگین بودن می باشد و لذا استفاده از لوله های پلی اتیلن اسپیرال به دلیل قیمت زیاد توجیه پذیر نمی باشد.
استفاده از لوله های جی.آر.پی به دلیل هزینه بالاتر نسبت به لوله های پلی اتیلن دوجداره توصیه نمیگردد. بنابراین برای تمامی قطرها بهترین گزینه از نظر فنی و اقتصادی لوله های پلی اتیلن کاروگیت می باشد. شایان ذکر است که قیمت های ذکر شده براساس استعلام گرفته شده در بهمن ماه 1387 می باشد، لذا روشن است که با توجه به تورم قیمت ها این مقادیر دارای تغییراتی در ماههای آینده خواهد شد.
محمد ریاحی : دانشیار، دانشکده مکانیک دانشگاه علم و صنعت ایران
خلیل کوشایان : دانشجوی کارشناسی ارشد مکانیک ، دانشگاه علم و صنعت ایران
محمد فرجی : دانشجوی دکترا، دانشگاه علم و صنعت ایران
گروه مهندسی ساخت و تولید، دانشکده مکانیک، دانشگاه علم و صنعت ایران، تهران، ایران
مقاله شبیه سازی فرآیند حرارت دهی در جوش لب به لب لوله های پلی اتیلن و مقایسه با نتایج تجربی در دومین کنفرانس ملی مهندسی ساخت و تولید در آبان ماه سال 1388 در دانشگاه آزاد اسلامی واحد نجف آباد ارائه شده است. چکیده : فرآیند جوش بات فیوژن یکی از مرسومترین روشهای اتصال و جوش لولههای پلی اتیلن میباشد. مرحله حرارت دهی مهمترین مرحله در این روش اتصال میباشد. کیفیت جوش به ضخامت لایه مذاب و مقدار ماده مذاب موجود در لبه جوش بستگی دارد لذا تعیین توزیع درجه حرارت و عمق لایه مذاب و ارتفاع بید تشکیل شده در مرحله حرارت دهی برای پیش بینی کیفیت جوش بسیار اهمیت دارد. در این تحقیق انواع مدهای انتقال حرارت بررسی شده است و یک مدل عددی از فرآیند جوش در مرحله حرارت دهی با در نظر گرفتن شرایط فیزیکی حاکم در جوش برای تعیین توزیع درجه حرارت و مکانیزم تشکیل بید در آن تهیه شده است. با انجام جوش و اندازهگیری دما با استفاده از ترمومتر دیجیتال در فواصل مختلف از انتهای لوله پروفیل توزیع دما در آن بدست آمده است . در انتها نتایج آزمایشهای تجربی با نتایج شبیهسازی از لحاظ دما و شکل گرده جوش اولیه مقایسه شده است.
این مقاله به صورت خلاصه در سایت قرار گرفته است و برای دریافت آن به صورت کامل شامل فرمولها و نتایج به سایت سیویلیکا مراجعه نماید
مقدمه
امروزه لوله پلی اتیلن به مهمترین ماده مورد استفاده در شبکههای انتقال و توزیع گاز شهری تبدیل شده است. مهمترین عواملی که باعث این انتخاب شده است عبارتند از:
– هزینههای پایین نصب ونگهداری نسبت به لولههای فلزی
– مقاومت بالا در برابر خوردگی
– مقاومت شیمیایی بالا
– حد دوام و عمر بالاتر(حداقل 50 سال)
– مقاومت بالا در برابر بارهای ضربهای ناگهانی مانند زلزله.
برای اتصال لولهها در شبکههای پلی اتیلن انتقال گاز از چندین روش استفاده میشود که مهمترین و شناخته شده ترین این روشها جوش لب به لب(بات فیوژن) و جوش الکتروفیوژن میباشد.
در روش بات فیوژن ابتدا برای رفع آلودگی، سطوح اتصال را به صورت دقیق تمیز میکنند یا برای انطباق دقیق سطوح انتهای لولهها را پیشانی تراشی میکنند تا سطوحی صاف و عمود بر هم حاصل شود. بعد از آن سطوح را در تماس با یک پلیت حرارتی قرار میدهند و فاز گرمایش آغاز میشود. معمولاً فاز گرمایش در لولهها در دو مرحله انجام میشود. فاز اول گرمایش با حضور عامل فشار و فاز دوم گرمایش که معمولاً مقدار فشار محوری اعمال شده بسیار کم و در حدود صفر است. در فاز اول گرمایش یک فشار اولیه در انتهای لوله به صورت یکنواخت اعمال میشود که زمان این فاز در استانداردها مشخص است و برای لوله با SDR11 در حدود 200 ثانیه میباشد.
در شکل- 1 مراحل جوش به صورت شماتیک ارائه شده است. بعد از تشکیل گرده اولیه جوش فاز دوم مرحله گرمایش که در آن فشار اعمالی بر انتهای لوله در حدود صفر است آغاز میشود. زمان این فاز در حدود 180 ثانیه است. مرحله بعدی مرحله تغییر وضعیت و کنار رفتن پلیت حرارتی و اتصال سطوح مذاب و نرم شده تحت اثر یک فشار معین میباشد. این مرحله به طور همزمان با مرحله خنک کاری و سرد کردن میباشد و نفوذ مولکولی و خنک کاری با هم همپوشانی دارند
شکل 1- شکل شماتیک مراحل جوش لب به لب
تعدادی تحقیق در موضوع جوش لب به لب وجود دارد ولی در آنها محقیقن به توضیح تئوری فرآیند حادث شده در مراحل مختلف جوش لب به لب نمیپردازند و همچنین در این تحقیقات به کل فرآیند نیز پرداخته نمیشود لسکویچ به بررسی تاثیر جوش لب به لب بر روی میکروساختار روش و مقایسه با ساختار اصلی لوله پرداخته است. کولا لوکا و همکارانش بر روی بهینهسازی فرآیند جوش لب به لب با استفاده از پارامترهای مؤثر بر آن و انجام یک سری آزمایشهای تجربی با استفاده از روش آماری F.F.T پرداخته است. ژائو و همکارش به بررسی اثر آلودگی سطوح بر روی جوش لب به لب لولههای پلی اتیلن و لو و همکارانش به بررسی تأثیر پارامتر فشار و آلودگی سطوح بر روی مقاومت و کیفیت جوش پرداختهاند. آز.وود به بررسی و تحلیل عددی فرآیند انتقال حرارت جوش لب به لب در لولههای پلی اتیلن با استفاده از روش دیفرانسیل محدود پرداخته است و یک مدل ریاضی برای مساله بدست آورده است. با توجه به مرور تحقیقات انجام شده در جوش لب به لب، در زمینه مدلسازی عددی فرآیند جذب حرارت کارهای چندان زیادی انجام نشده است و نیز با توجه به اینکه پایه تئوری محکمی برای مدلسازی کامپیوتری فرآیند جهت بهینهسازی پارامترهای جوش وجود ندارد در این مطالعه به منظور درک بهتر فرآیند جوش لب به لب و بررسی تاثیر پارامترهای مختلف جوش در مرحله حرارت دهی، ابتدا مساله انتقال حرارت بررسی شده است. در نهایت یک مدل کامپیوتری از فرآیند بر مبنای استفاده از روش المان محدود تهیه شده است و با نتایج تجربی مقایسه شده است.
مدل رفتاری ماده پلی اتیلن
اگر یک تنش کششی به یک پلیمر ترموپلاستیک اعمال شود کرنش کششی ماده با گذشت زمان افزایش مییابد. این رفتار ویسکوپلاسیتک ماده را میتوان به ساختار مولکولی ماده و چینش دوباره ماکرو مولکوهای آن در کنار هم دانست. پارامتر اساسی در رفتار تنش- کرنشی ماده پلیمری ترموپلاستیک نرخ کرنش می باشد و در نرخ های کرنش بالا ماده دارای خواص الاستیک و تا حدود زیادی دارای خواص پلاستیک میباشد. در سرعتهای کششی پایین ماده ترموپلاستیک رفتار داکتیل از خود نشان میدهد. در مورد فرآیند جوشکاری افزایش دما در منطقه جوش باعث ذوب ماده در آن ناحیه ایجاد رفتار ویسکوز در آن میشود. برای مدلسازی رفتار ماده مذاب و منطقه حرارت دیده در آن از ترکیب دو حالت الاستو ویسکوپلاسیتک و حالت استاندارد الاستیک- پلاسیتک ماده استفاده میشود.
در این تحقیق مرحله حرارت دهی در جوش لب به لب به دو روش عددی و تجربی بررسی شد و پروفیل توزیع دما و شکل بید به دو روش به دست آمد. مقدار عمق لایه مذاب 5mm در شبیه سازی و مقدار تجربی اندازهگیری شده با ترموکوپل 4mm میباشد. این اختلاف اندک را میتوان به دلیل ایدهآل در نظر گرفتن تماس بین لوله و پلیت و نادیده گرفتن شرایط واقعی تماس بین لوله و پلیت و مقاومت تماسی بین آنها دانست.
در شبیهسازی عددی نتایج توزیع دمایی و عمق لایه مذاب با نتایج تجربی مطابقت قابل قبولی دارد. برای فواصل نزدیک توزیع دمایی تطابق و همسانی بسیار خوبی با نتایج تجربی دارد. مقدار ارتفاع بید تشکیل شده در انتهای مرحله حرارت دهی 2mm به دست آمد که منطبق با اندازه تجربی اندازهگیری شده میباشد. از نتایج به دست آمده میتوان برای پیشبینی شکل نهایی بید تشکیل شده و بررسی اثرات پارامترهای مهم جوش مانند دما و فشار بر روی عمق لایه مذاب و کیفیت جوش به دست آمده با شرایط متفاوت حرارت دهی استفاده کرد.
مراجع
1- ISO11414, "Plastic pipes and fitting- preparation of polyethylene (PE) pipe/pipe or pipe/fitting test pieces
assemblies by butt fusion",first edition , 1996.
2- Gueugnaut D, Hehn O., Vincent M.," Modeling of the Physicochemical and thermomechanical phenomena
arising during butt fusion welding of polyethylene components” , 2006.
3- Benkreira H., Shillitoe S., Day A.J., « Modeling of the Butt Fusion Welding Process», Chemical Engineering
Science, Vol. 46, No. 1, pp. 135, 1991.
4- Budak V.M., «Investigation of the Thermal Aspects of Contact Butt Welding in Polyethylene Tubes », Svar.
Proiz., No. 1, pp.5, 1997.
5- Shillitoe S., Day A.J., Benkreira H., «A Finite Element Approach to Butt Fusion Welding Analysis », Proc.
 Call Us : (+98 21) 88 20 20 60
Call Us : (+98 21) 88 20 20 60



















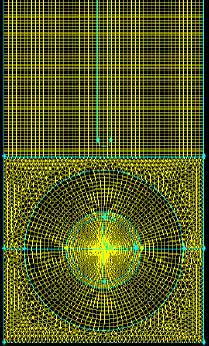
 شکل ( ۳) نتایج محاسبات انتقال حرارت گذرا برای لوله با قطر ۱۶۰ میلی متر بصورت مناطق با درجه حرارت ثابت در طول زمان
در مرحله بعدی، اثر درجه حرارت محیط بر درجه حرارت اندازه گیری شده چاله حرارتی ( که معادل با درجه حرارت هوای داخل لوله فرض می شود ) مورد بررسی قرار گرفت . برای مدل کردن اثر درجه حرارت محیط در آزمایش مقاومت نشتی ، ابتدا منابع گرمایی خاک شناسایی شد. منبع اصلی گرمایش خاک، تابش خورشید است. بخش بزرگی از انرژی خورشید توسط اتمسفر زمین، ابرها، دی اکسید کربن و بخار آب و ذرات معلق موجود در هوا به فضا بازتاب و یا جذب شده و فقط بخش کوچکی از انرژی تابشی خورشید به سطح زمین میرسد . بخشی از انرژی رسیده به سطح زمین، بازتاب شده و بخش دیگری از آن برای تبخیر آب موجود در سطح زمین مصرف می شود . به این ترتیب فقط بخش کوچکی از انرژی تابشی خورشید برای گرم کردن خاک در طول روز مصرف می شود . مقدار افزایش درجه حرارت خاک به موقعیت محل، صافی هوا، ناهمواری های سطح زمین، جنس و رنگ خاک وابسته است . از طرف دیگر در طول شب، بخشی از انرژی سطح زمین به محیط منتقل می شود . بنابراین انرژی گرمایی وارد شده به لایه های مختلف خاک در طول روز، بتدریج در طول شب خارج می شود.
محاسبات اتنقال حرارت در طول ۲۴ ساعت ( یک شبانه روز ) نشان می دهد که به دلیل کوچک بودن ضریب پخش حرارتی خاک، درجه حرارت لایه های فوقانی، حداکثر تا عمق ۵۰ سانتی متری تغییر می کند. از عمق ۵۰ سانتی متر پایین تر، درجه حرارت خاک در طول شبانه روز ثابت است . اندازهگیری های تجربی درجه حرارت خاک در طول شبانه روز این محاسبات را تایید می کند. بنابراین انتظار میرود تغییر درجه حرارت محیط در طول شبانه روز روی درجه حرارت هوای داخل لوله ها و چاله های حرارتی که درعمق بیشتر از یک متری خاک قرار دارند، بدون اثر باشد . اما اندازهگیریهای شرکت گاز سمنان نشان می دهد که با تغییر درجه حرارت محیط در طول شبانه روز، درجه حرارت خوانده شده در چاله های حرارتی نیز تغییر می کند . ممکن است یکی از دلایل این مساله، انتقال حرارت توسط جداره فلزی غلاف چاله حرارتی از سطح زمین به روغن موجود در انتهای چاله باشد. برای بررسی درستی این فرضیه، قسمت بالای غلاف چند چاله حرارتی عایق بندی شده و مشاهده شد که در طول شبانه روز، تغییرات درجه حرارت خوانده شده از چاله حرارتی کمتر شد . این نتیجه تایید کننده فرضیه انتقال حرارت توسط غلاف فلزی چاله حرارتی است . بنابراین پیشنهاد می شود که بدنه چاله های حرارتی در آزمایش مقاومت نشتی از مواد غیر فلزی ساخته و در انتهای آن یک محفظه فلزی تعبیه شود.
شکل ( ۳) نتایج محاسبات انتقال حرارت گذرا برای لوله با قطر ۱۶۰ میلی متر بصورت مناطق با درجه حرارت ثابت در طول زمان
در مرحله بعدی، اثر درجه حرارت محیط بر درجه حرارت اندازه گیری شده چاله حرارتی ( که معادل با درجه حرارت هوای داخل لوله فرض می شود ) مورد بررسی قرار گرفت . برای مدل کردن اثر درجه حرارت محیط در آزمایش مقاومت نشتی ، ابتدا منابع گرمایی خاک شناسایی شد. منبع اصلی گرمایش خاک، تابش خورشید است. بخش بزرگی از انرژی خورشید توسط اتمسفر زمین، ابرها، دی اکسید کربن و بخار آب و ذرات معلق موجود در هوا به فضا بازتاب و یا جذب شده و فقط بخش کوچکی از انرژی تابشی خورشید به سطح زمین میرسد . بخشی از انرژی رسیده به سطح زمین، بازتاب شده و بخش دیگری از آن برای تبخیر آب موجود در سطح زمین مصرف می شود . به این ترتیب فقط بخش کوچکی از انرژی تابشی خورشید برای گرم کردن خاک در طول روز مصرف می شود . مقدار افزایش درجه حرارت خاک به موقعیت محل، صافی هوا، ناهمواری های سطح زمین، جنس و رنگ خاک وابسته است . از طرف دیگر در طول شب، بخشی از انرژی سطح زمین به محیط منتقل می شود . بنابراین انرژی گرمایی وارد شده به لایه های مختلف خاک در طول روز، بتدریج در طول شب خارج می شود.
محاسبات اتنقال حرارت در طول ۲۴ ساعت ( یک شبانه روز ) نشان می دهد که به دلیل کوچک بودن ضریب پخش حرارتی خاک، درجه حرارت لایه های فوقانی، حداکثر تا عمق ۵۰ سانتی متری تغییر می کند. از عمق ۵۰ سانتی متر پایین تر، درجه حرارت خاک در طول شبانه روز ثابت است . اندازهگیری های تجربی درجه حرارت خاک در طول شبانه روز این محاسبات را تایید می کند. بنابراین انتظار میرود تغییر درجه حرارت محیط در طول شبانه روز روی درجه حرارت هوای داخل لوله ها و چاله های حرارتی که درعمق بیشتر از یک متری خاک قرار دارند، بدون اثر باشد . اما اندازهگیریهای شرکت گاز سمنان نشان می دهد که با تغییر درجه حرارت محیط در طول شبانه روز، درجه حرارت خوانده شده در چاله های حرارتی نیز تغییر می کند . ممکن است یکی از دلایل این مساله، انتقال حرارت توسط جداره فلزی غلاف چاله حرارتی از سطح زمین به روغن موجود در انتهای چاله باشد. برای بررسی درستی این فرضیه، قسمت بالای غلاف چند چاله حرارتی عایق بندی شده و مشاهده شد که در طول شبانه روز، تغییرات درجه حرارت خوانده شده از چاله حرارتی کمتر شد . این نتیجه تایید کننده فرضیه انتقال حرارت توسط غلاف فلزی چاله حرارتی است . بنابراین پیشنهاد می شود که بدنه چاله های حرارتی در آزمایش مقاومت نشتی از مواد غیر فلزی ساخته و در انتهای آن یک محفظه فلزی تعبیه شود.








 و لوله های فلزی")